大连理工在铝合金激光-电弧复合增材制造上取得重要进展
来源:江苏激光产业创新联盟
高强铝合金具有比强度和比刚度高等优点,已经成为新一代火箭舱体、飞行器贮箱和姿控翼、大型客机机身、高铁车身等高强度轻量化构件的优选材料。随着工业领域高端装备对高性能服役、多功能集成的需求日益迫切,采用传统的“毛坯铸造/锻造-减材加工”、“焊接”等制造模式已经满足不了高强铝合金构件的制造需求,急需突破现有的制造模式,提高高强铝合金构件的制造质量。
基于增材制造技术可实现复杂结构金属构件的材料-结构一体化净成形,为铝合金高部件的设计与制造提供了新的工艺技术途径。迄今为止,激光增材制造与电弧增材制造技术成为目前铝合金增材制造的两种主流技术,已经实现了部分工业领域的应用。
尽管取得了这些进展,但是由于铝合金对激光的反射率高、导热性强等特点,激光增材制造铝合金容易产生裂纹、气孔等缺陷;而电弧增材制造技术沉积效率虽然较高,但成形件性能较低。组织-应力-性能不可控的难题一直限制铝合金增材制造技术的进一步应用,是铝合金增材制造领域的难题之一。大连理工大学研究人员提出了一种铝合金激光-电弧复合增材制造方法,在权威期刊Addtive Manufacturing、Virtual and Physical Prototyping、Materials and Design发表一系列重要工作。该项工作基于“小域成形-逐层累加”思想,如图1所示,采用定域可控的激光作为热源之一,与热输入较大的电弧复合共同熔化焊丝,实现高质量制造。通过激光与电弧的协同作用,提高了增材制造过程稳定性,可望实现增材制造铝合金组织-应力-性能协同控制以及缺陷可控性的目标。
 图1.(a)激光-电弧复合增材制造系统(b)复合增材制造样件
图1.(a)激光-电弧复合增材制造系统(b)复合增材制造样件
采用激光-电弧复合增材制造工艺,电弧预热可提高丝材对激光的吸收率,有利于激光产生匙孔效应,喷发光致等离子体,反过来益于引弧和稳定电弧,形成高能量密度热流,两者协同作用还可以降低熔池的温度梯度;此外,还利用脉冲激光对熔池进行冲击、搅拌作用,改善熔池流动特征,调控凝固组织状态,进一步改善微观组织、减少热应力,抑制缺陷,实现组织与性能的协同控制。
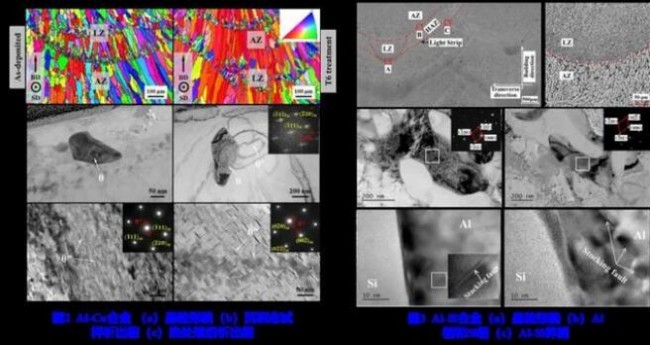
由于脉冲激光的复合效应,成形构件微观组织在不同区域呈现不同特征,激光作用区平均晶粒尺寸显著减小,与电弧作用区的平均晶粒尺寸相比减小约40%;激光作用区中合金元素分布均匀,偏析现象得到抑制。由于激光-电弧复合增材制造独特的微观组织特征,Al-Cu合金成形构件热处理前抗拉极限超过300 Mpa,断后伸长率超过12%;经过热处理后,抗拉极限可达到T6态锻件标准,断后伸长率达到15%。该技术也可用于铝锌合金、铝锂合金、铜合金等金属构件增材制造,拓展激光增材制造技术的应用领域。