SLM过程中的缺陷类型、产生原因及其造成的不良影响
 www.amreference.com
www.amreference.comSLM过程中的缺陷可分为铺粉过程缺陷和打印过程缺陷,铺粉过程缺陷有粉层不规则,打印过程缺陷有飞溅、球化、气孔、表面质量差、裂纹、几何变形等。来自华中科技大学的曹龙超博士等总结了文献中报道的 SLM制造中常见缺陷及其形成机理。下面对不同缺陷及其形成过程进行介绍,并总结不同缺陷对打印构件的应用造成的影响。
 缺陷是SLM技术在工业中广泛应用的最大瓶颈之一
缺陷是SLM技术在工业中广泛应用的最大瓶颈之一
1.飞溅
飞溅是SLM过程中最常见的一种缺陷,会直接影响激光与材料相互作用,导致其它缺陷的产生。研究表明,飞溅主要是由侧向保护气流、熔池的波动和反冲压力引起的。飞溅落在粉末上会形成较大的金属颗粒,进而产生欠熔合和气孔缺陷,对构件的抗拉强度和疲劳性能不利;此外,飞溅落在凝固层表面会影响下一层铺粉,导致下一粉层不平整、不均匀,甚至损坏刮刀。
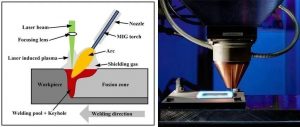
 激光熔池与激光束相互作用的物理过程
激光熔池与激光束相互作用的物理过程
为使金属粉床不被飞溅污染,可以采用高速的保护气流移除飞溅物。然而,过大的气流会影响粉层的表面质量,如何优化气流技术,成为制造商不断努力的方向。
2. 球化
球化是金属基粉床制造过程特有的冶金缺陷,当液态金属在表面张力作用下凝固成球状便会产生球化。激光束能量密度过高和过低都会导致这种现象,能量过低时金属粉末未完全熔化会导致球化,能量过高时,液态金属飞溅到未熔化的金属粉末上也会形成球化。球化会影响下一层的铺粉质量,影响构件的表面质量,还会导致熔合不良、夹渣等缺陷。进一步地,球化会降低构件的抗拉强度和抗疲劳性能。减少和避免球化的有效手段,需要优化打印工艺,找到最优的参数组合。
 3D打印Ti6Al4V合金中的缺陷及其作为疲劳裂纹存在的示例
3D打印Ti6Al4V合金中的缺陷及其作为疲劳裂纹存在的示例
3. 气孔
气孔是SLM构件最主要的缺陷类型,是对SLM构件力学性能影响最大的缺陷之一,也是工业界和学术界关注的焦点之一。SLM过程中,材料迅速的熔化和凝固、熔池剧烈波动等会导致气孔的产生。气孔的尺寸、数量、形貌和位置均对构件的力学性能有重要影响,较高的气孔率会缩短成型件的疲劳寿命,靠近表面的气孔对成形件的疲劳性能影响比其它位置的都大。根据气孔的形成机制可将其分为原材料相关的气孔和激光作用导致的气孔。
气孔的产生过程十分复杂,并与工艺参数关系密切。合理的打印工艺,以及针对材料使用次数不间断的工艺优化,仍然是避免气孔产生的重要条件。
4. 表面质量
随着 SLM 技术的发展,可打印材料的种类越来越丰富,且构件的力学性能得到了很大提升,但是相对较差的表面质量仍然是限制SLM 发展与工业应用的主要阻碍之一。中间层的表面粗糙度会影响下一层的铺粉质量,导致内部缺陷产生;成形面的表面粗糙度会严重影响构件的疲劳性能。
 不同激光功率下的上表面 SEM 和重构图像
不同激光功率下的上表面 SEM 和重构图像
表面质量与熔池的流动行为密切相关,通过调控激光功率、扫描速度和粉层厚度等工艺参数可以有效的改善表面质量;也可以通过后处理来提高构件表面质量,但是会增加成本、降低效率,因此,需探索新方法以提升构件的表面质量。
5. 裂纹
SLM 过程中裂纹的形成与温度分布、残余应力及熔合不良有关。残余应力形成的裂纹又可以分为凝固裂纹和液化裂纹,这类裂纹与材料有关,凝固裂纹是由于熔池与凝固金属之间存在较大的温度梯度,导致熔池产生较大形变,然而液体的流动性不足,不能补充熔池产生的形变;液化裂纹出现在部分熔化区,它与液化范围、晶粒结构、热延伸率、金属的收缩和约束有关。
 3D打印的金属涡轮叶片内部的裂纹
3D打印的金属涡轮叶片内部的裂纹
此外,熔合不良形成的欠熔合也是SLM构件常见的一类裂纹,它对 SLM构件的力学行为和疲劳寿命有致命影响。欠熔合裂纹多出现在相邻的扫描熔道之间或者沉积层之间,主要是金属粉末不完全熔化造成的,裂纹严重时还可能导致分层缺陷。
 分层缺陷实例
分层缺陷实例
裂纹对SLM构件有致命性的影响,减少SLM构件裂纹缺陷是学术界和工业界面临的重要挑战。合金化与调整工艺参数是改善微裂纹的两种可能的方法,但成功率仍然有限。目前,针对SLM构件裂纹的研究较少,亟需深入研究。
6. 几何变形
SLM过程中由于构件的几何特征、热积累、应力集中等原因会形成不同程度几何缺陷,程度较轻的可能引起变形,造成尺寸误差,严重的导致结构不完整,甚至使加工过程失败。
 SLM 构件的几何结构缺陷实例
SLM 构件的几何结构缺陷实例
SLM 构件的几何精度会影响到构件的装配和使用性能。有研究发现,不同的扫描方式会对温度场产生重要影响,温度场会影响残余应力分布和构件的几何变形;激光的光斑、功率及扫描速度则会对尺寸精度和表面质量造成影响,提高构件的几何精度会极大地促进SLM技术的工业应用。
7. 粉层不规则
SLM 过程中,粉末的填充质量会影响到粉床的热导率及其对激光的吸收率。粉层填充密度会影响粉床的热导率和熔池的流动,粉层的厚度会影响熔池的稳定性、熔化状态和构件的内部缺陷,粉层表面不规则也会引起构件的质量问题。同时,SLM是一层一层成形的,一个构件要经过多层制造,因此每一层铺粉对构件的质量都非常重要。
铺粉是SLM制造的关键步骤,粉层质量的好坏直接关系到材料对激光的吸收,粉层厚度会影响到熔池的稳定性,粉层过厚会引起欠熔合、气孔等缺陷,粉层过薄会降低制造效率,因此,严格控制铺粉质量对提高 SLM 构件质量有重要意义。
END
缺陷是SLM技术在工业中广泛应用的最大瓶颈之一,为突破这一瓶颈,需深入理解SLM的物理过程,并对缺陷类型及其产生过程进行深入研究。针对各缺陷类型更为详细的研究进展,本文作者给出了更为详细的讲述,可查询上传内容。
主编微信:2396747576;硕博千人交流群:867355738;网址:www.amreference.com
1.顶刊综述:3D打印金属材料的缺陷种类及其对疲劳性能的影响
2.上海大学用CT给3D打印金属“诊疗”—揭示孔洞缺陷形成机理
3.北理工院士团队:3D打印几何缺陷对点阵结构力学行为的影响
4.中国学者 | 动画揭示激光金属增材制造过程中的熔体流动行为