
两项突破|推动粘结剂喷射3D打印铝合金散热器批量生产
相比传统散热器加工技术,3D打印提供的制造优势可谓非常之多。例如可以实现非常复杂的TPMS或拓扑优化结构,可以减少制造环节,设计也可以更紧凑等等。
但不同3D打印工艺之间也存在竞争。是采用红外激光还是绿激光,或者完全不用激光路线,而是粘结剂喷射工艺呢?
理光3D就选择了后者。笔者注意到,该公司一直在推动采用BJ工艺进行铝合金散热器的3D打印量产。为实现这一目标,它已攻克几大难点。

聚焦BJ工艺3D打印铝散热器
目前对散热有升级要求的领域便是计算中心和电动汽车。理光指出,这些领域中半导体产品的性能在不断提升,但散热性能却跟不上。
为了解决该问题,3D打印行业嗅到了机会,开展各种工艺类型的解决方案提供商均进行了大量尝试,首屈一指的便是具有更高制造精度和复杂结构实现能力的激光粉末床熔融工艺。

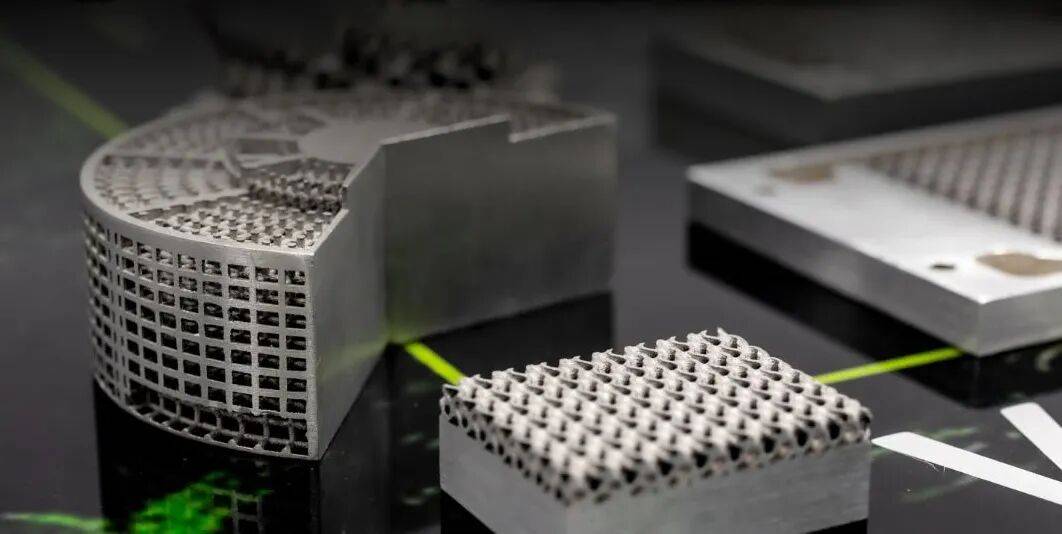
理光粘结剂喷射3D打印的散热组件
但理光却认为,该工艺的生产效率还是太低,成本高,并不适合进行大规模生产。
基于此,该公司选择了被认为能实现金属3D打印低成本、批量化制造的粘结剂喷射工艺,并且将应用方向聚焦在散热器领域。
笔者观察到一个现象,其实截至目前从事BJ金属3D打印的企业仍然很少,最知名的便是惠普,但它并不将自身技术特别聚焦在某个具体的应用上。
唯有理光,多年来一直死磕散热器应用。
就具体过程而言,BJ技术使用粘结剂选择性的喷射在粉末床上,打印出生坯,再进行脱脂和烧结,最终实现冶金结合和致密化。它所使用的粉末比LPBF激光工艺更便宜,制造效率更高,但同时也存在一些制造挑战。
BJ工艺3D打印铝散热器要克服的挑战
采用粘结剂喷射技术进行批量3D打印的难点,主要来自材料和后处理。
铝合金是重要的热交换材料,导热性好而且重量轻。但铝合金也非常容易氧化,其表面氧化膜的存在导致它的烧结极具挑战性,这为采用BJ工艺大规模生产铝合金零件非常困难。
除此之外,高性能热交换组件通常内置复杂的流道,但打印后彻底清除流道内残留粉末却并非易事。
理光表示,如果他们能够克服这些难题,就可以利用3D打印工艺的设计自由度,实现复杂形状零件的大规模生产,将能够制造出冷却性能远超以往的热交换部件。
理光两大技术亮点
为克服上述两大难题,理光开发了新技术。
首先,他们优化了粉末合金成分、粘结剂配方和烧结条件,实现了铝合金零件的BJ工艺打印和烧结。该技术显然为易氧化金属的BJ工艺打印提供了一种解决方案。
其次,理光开发了一种溶剂型粉末清除技术,即使在非常狭窄的流道内也能可靠地清除粉末。笔者对该技术进行了查询,发现理光会将打印完的生坯浸没到特定的溶剂中,溶剂会渗透进没有被粘结剂粘住的流道粉末中,在超声波的作用下,这些粉末会变得松散后流出。
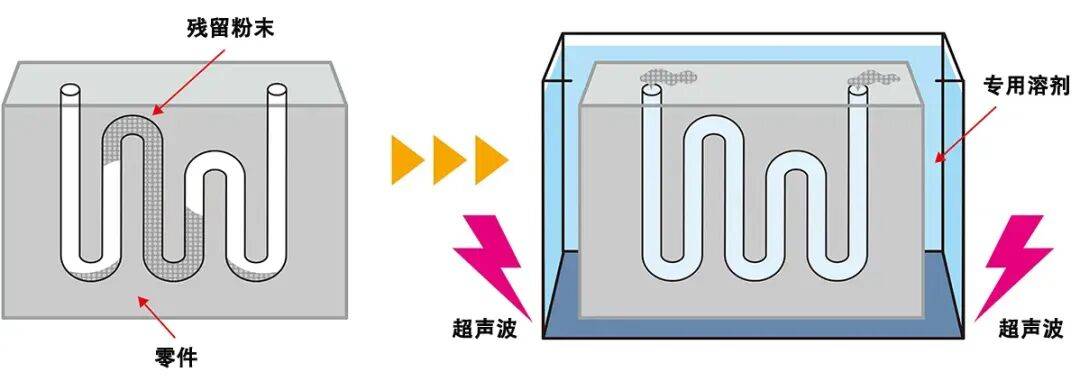
利用溶剂去除多余粉末技术的示意图
这两个改变对粘结剂喷射3D打印工艺来说具有重要意义,能够开拓该工艺的更多应用场景。
分块制造超300mm散热器
理光表示,通过粘结剂喷射工艺,可以设计出传统制造方法难以实现的复杂散热鳍片和冷却通道。其目标是提供新的冷却解决方案,最大限度地提高电动汽车逆变器和数据中心CPU/GPU半导体的性能。
该公司近日还展示了一个有代表性的制造案例。
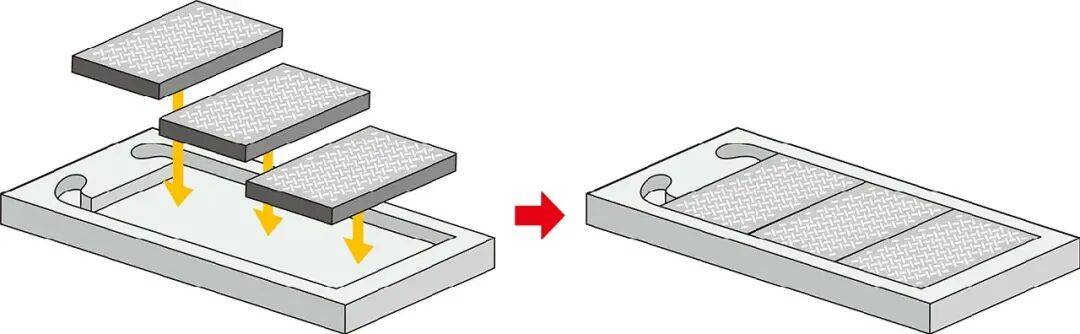
根据应用需求,换热器部件的尺寸超过300毫米,但采用烧结工艺制造时,尺寸会受到限制。理光对此采用了分散制造的思路,即利用BJ工艺成型复杂的流道部件,并将其与采用传统方法制造的外壳连接起来。
这种间接式的方案,看起来虽没有一体制造那样高大上,但能极大降低大型部件的制造成本。
理光对采用这种方式制造的铝合金散热器进行了性能分析。与传统的铜散热器相比,采用该技术制造的铝散热器具有相当的热阻,但压损降低了23%。而且该铝合金散热器重150克,比重480克的铜散热器轻330克。
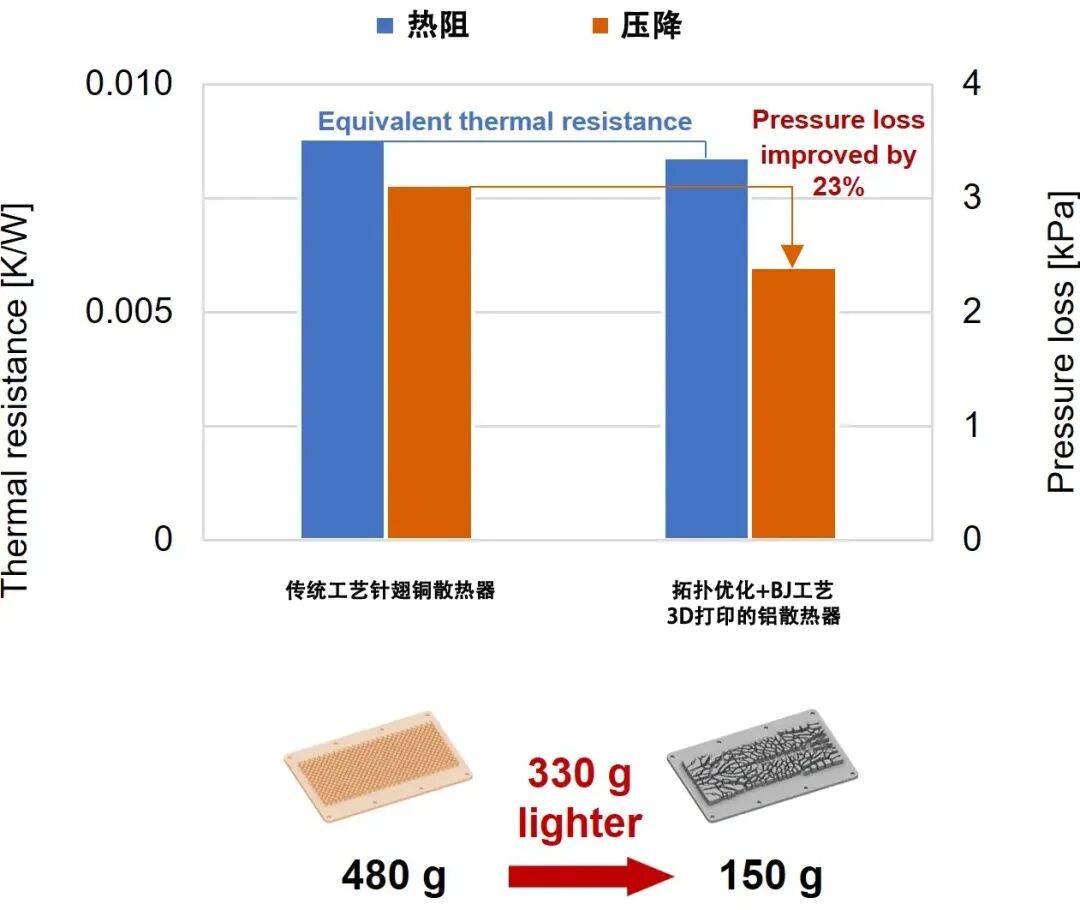
这就意味着,理光基于BJ工艺实现了冷却性能可与传统铜散热器相媲美的铝合金散热器,但是铝比铜更轻、更便宜。
如果能用铝散热器取代铜,利用这些优势制造高性能热交换器的可能性,将大大增加。

讨论
笔者在写这篇文章的过程中,感受到一个技术应用的悖论。
也许使用激光3D打印一体化的铝合金散热器,制造环节更少,数据可能更好。
但理光采用传统加工+3D打印的组合方案,但比激光打印成本更低,性能也许不如后者,但比传统制造的散热效果更好。
那对于用户来说,哪种才是更好的解决方案?笔者认为,更好的方案应该是哪个更适合。
理光表示,他们正在努力推动BJ工艺实现铝合金零件的大规模生产。对此,你如何看待呢?
注:本文由3D打印技术参考创作,未经授权,谢绝转载。#散热器 #3D打印





