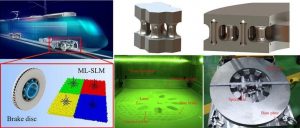
无支撑金属3D打印批量案例:单次1000片,薄壁+小角度钢片量产
在轮胎制造与检测领域,钢片是一种看似简单,但加工起来一点也不容易的零件。
它们通常具有极薄的截面,大量的低角度特征和复杂异形轮廓,无论是传统加工还是3D打印,都存在制造挑战。
笔者注意到,毅速激光通过融合设备、材料、工艺和工程经验,实现了轮胎模具钢片的免减材、无支撑和高表面质量批量打印。
本期内容,我们就针对这一特殊应用进行探讨。
毅速激光无支撑打印工艺效果
面对30°倾斜面就需要添加支撑的3D打印制造难题,毅速激光进行了专项工艺研发,成功实现低角度无支撑、高质量激光3D打印。
巧合的是,笔者近日发现毅速激光恰好公开了其无支撑打印测试样件的案例,展示了其工艺技术所能达到的实际效果。
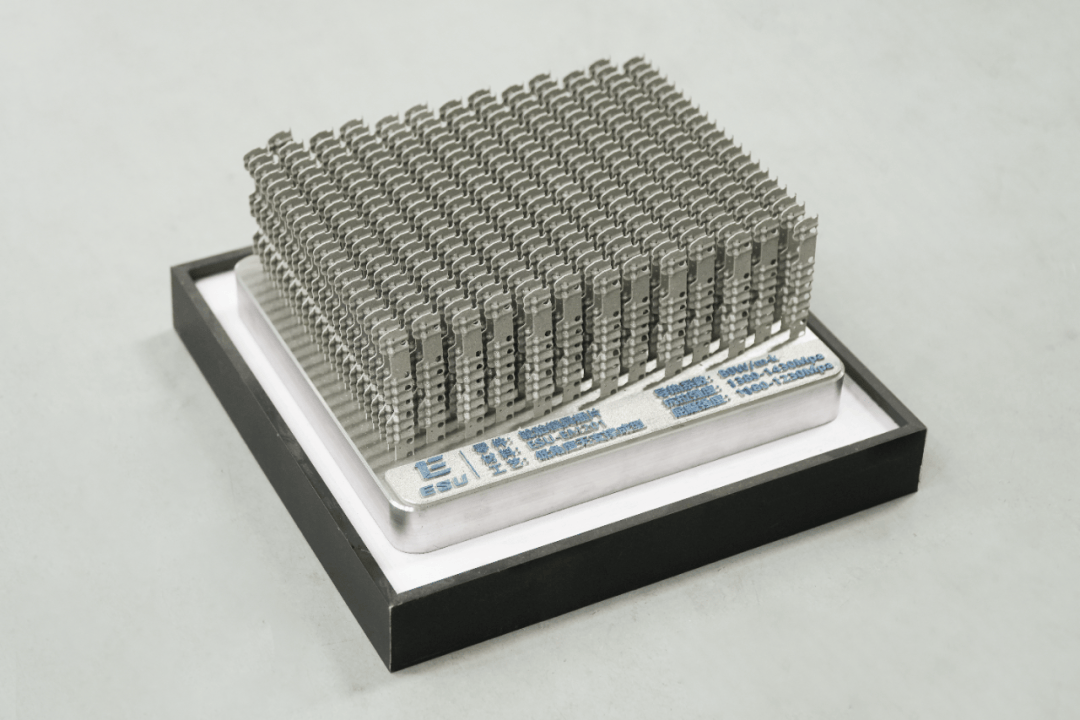
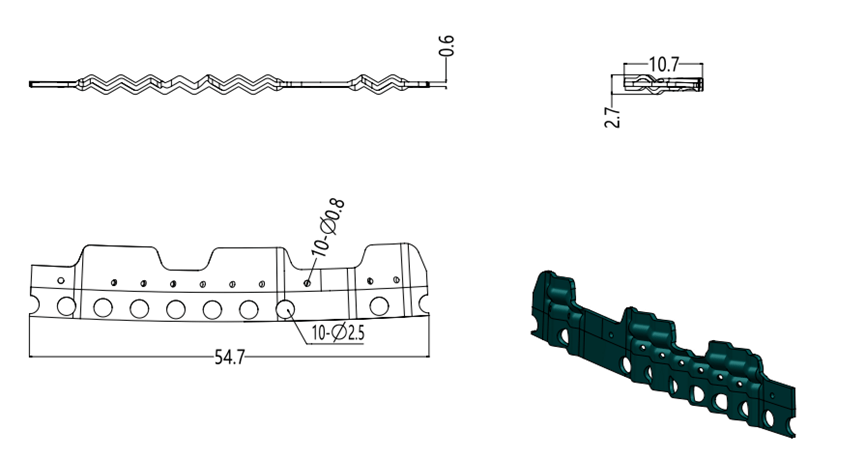
该测试件采用倾斜长薄壁结构组成,壁厚为1.14mm,长度83.91mm,倾斜角度从15°开始每隔5°递增。可以看出,零件整体具有长悬空结构特征,能够直观验证低角度无支撑打印工艺水平。
从展示效果看出,最低15°的薄壁也能够实现完整、无翘曲成型。但该技术特征下,对下表面质量其实有更高的要求,笔者特意向毅速激光进行了求证。

15°倾斜面在3D打印过程中易出现熔池下坠、球化粘粉的现象,但从实拍图可以看出,毅速激光打印的15°长悬臂下表面整体平直,没有因熔融金属自重造成的变形,也不存在大面积的结块堆积。相比其他倾斜面虽有轻微的粗糙感,但整体完整度极高。
该样件证明了毅速激光无支撑3D打印工艺,能够完整制造出具有较高质量的低角度、长悬空、薄壁零件。该公司基于该技术,成功实现钢片结构的批量3D打印。
轮胎钢片的特殊结构和加工难点
轮胎模具钢片的作用,是在轮胎胎面上形成细小的花纹沟槽,这些花纹直接决定了轮胎在湿地防滑、雪地牵引和操控稳定性等方面的性能。
轮胎模具钢片的形状、尺寸和空间布局,通过影响花纹沟槽进而影响轮胎的性能表现。
但现代钢片的结构特征,采用传统制造工艺并不容易。
从结构上可以看出,轮胎钢片虽小但却具有3D结构,传统的加工手段每种技术都有不足。一副高性能的轮胎模具往往需要大量钢片,制造端也在不断考察新技术,而3D打印技术带来了关键改变。
3D打印技术能够精确制造出复杂形状的钢片结构,一台设备一次可生产1000-3000片不同规格的产品,极大缩短了制造周期。
但正如文章开头所讲述的,钢片的壁厚薄、结构细长,复杂特征多,普通的3D打印工艺往往需要添加支撑。
这导致产品在支撑去除后仍需要机械打磨,导致壁厚≤0.6mm的钢片破损率很高,而且复杂花纹处的支撑往往无法去除干净,影响后续的轮胎硫化排气功能。
因此,常规的3D打印技术面对这一特定应用,也并不是手到擒来。
轮胎钢片无支撑高质量3D打印
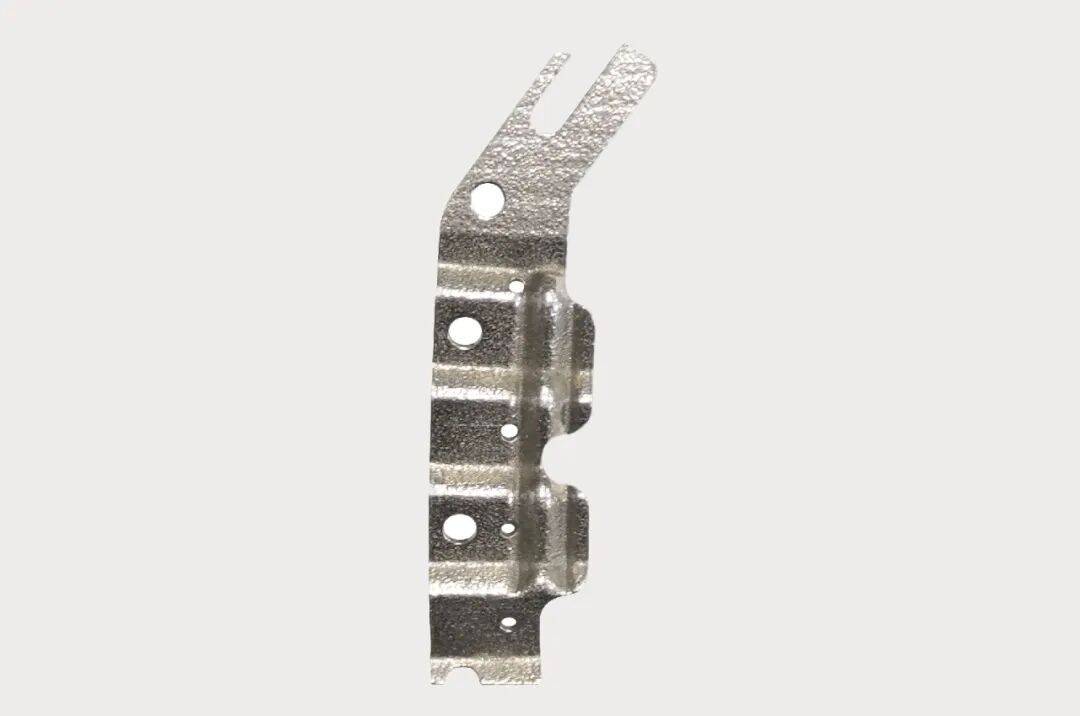
毅速激光将钢片的结构分为悬空区域、上面区域和常规区域,每个区域分别采用不同的扫描策略以及工艺参数组合。
通过大量打印测试,毅速激光证明了该工艺的有效性,实现了低至15°特征的无支撑3D打印,零件最薄处的厚度仅0.6mm,且零件下表面细节清晰,侧表面质量高。
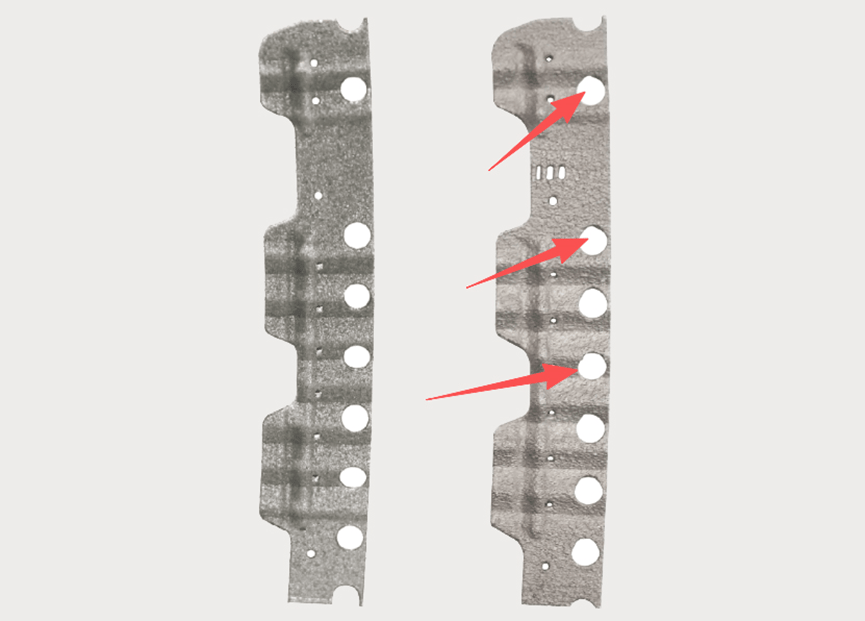
毅速激光将其采用无支撑工艺打印的钢片,与同行产品进行了对比,可以看出右侧零件圆孔内壁具有成型缺陷,圆度不及左侧;且右侧产品深孔底部易残留未清理粉末,整体打印的成品质量可靠性不如左侧。

在产品的批量3D打印方面,笔者向该公司求证得知,其采用的是自研的双激光E3-320。该设备于2026年新推出,打印尺寸为250*250*320mm。采用0.03mm的层厚,能够在35小时内3D打印出1000片钢片。

随着3D打印技术越来越多的介入到传统制造行业,用户对该工艺本身的制造极限也提出了越来越多的要求。
毅速激光基于对3D打印技术和终端应用的双向深入理解,正不断优化技术的可实现能力。除了无支撑技术,笔者注意到毅速激光还开发了一种称之为免减加工的3D打印工艺,通过大幅提升零件制造精度和表面质量,减少用户后续的减材加工投入。
该公司指出,他们3D打印的轮胎模具钢片,只需表面处理即可投入使用,满足轮胎模具的使用需求,有效缩短了零件加工周期。另据了解,该公司即将亮相于7月1日举办的中国国际模具技术和设备展览会,有需求的用户可前往交流。
注:本文由3D打印技术参考创作,未经授权,谢绝转载。#无支撑 #3D打印