德国知名研究机构:金属3D打印的支撑设计与去除
对于LPBF金属3D打印技术来说,支撑结构仍然难以完全避免。这些结构主要承担三个任务:支撑粉末床中的悬垂结构、快速传导热量以及防止残余应力引起的变形。
制造完成后,支撑结构需要移除。这是一个非常耗时而且依赖人工的过程,还存在安全风险,零件的表面一致性也很难保障。
为了把支撑结构做的又好去除又能确保成功打印,几年来工艺技术人员做了大量工作。
Fraunhofer IAPT(弗劳恩霍夫应用物理与技术研究所)的研究人员在近期系统分析了66篇科学论文和商业解决方案,对支撑结构的去除工艺、易去支撑的设计方法进行了系统梳理,还从适用性和自动化程度的角度对各种方法进行了描述和评估。

规避支撑是最理想的方案,但有局限性
对于LPBF工艺来说,完全不加支撑无疑是更好的解决方案。文章梳理立了三种策略来规避支撑。
1.零件摆放优化
首先是通过零件摆放找到最适合的打印角度,使支撑体积和接触面积最小化,但同时也要考虑工具在去支撑时能否到达。但零件设计本身已经固定,通过调整打印方向来优化支撑的效果有限。
2.零件自支撑设计
进一步的改变就是在零件设计之初就考虑可打印性的问题。工艺技术人员往往会测试不同材料的可打印极限,进而制定设计指南。通过将3D打印与拓扑优化等方法结合,可以设计出免加支撑的形状。
但论文作者同时也指出,强制采用完全自支撑设计会给任务造成相当大的限制,通常会导致性能下降。因此,仍然需要其他策略来应对支撑结构。

3. 非接触式支撑
研究人员并没有直接提到使用无支撑打印工艺,而是提出了一种非接触式支撑的概念。笔者查询发现,这种支撑结构由GE航空开发。
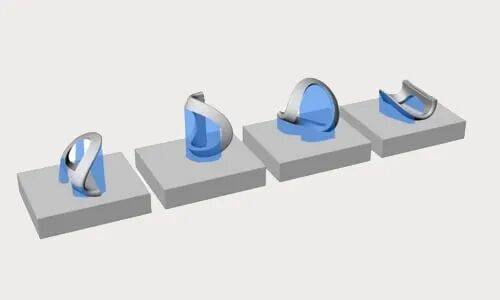
它的巧妙之处在于支撑并不与工件连接,两者之间存在一定间隙,既能保证足够的热传递,又确保工件和支撑结构不会融合。非接触式支撑的概念最初应用于电子束粉末床熔融,如今已被用于LPBF工艺。
对于此类支撑设计,间隙距离是关键的因素,但需要使用有限元建模来正确评估热流,而且无法有效避免残余应力引起的变形。因此,此类支撑的实用性仍然不足。

4. 加热粉床
有研究人员采用红外加热粉床形成半熔化态的固结粉末,来充当支撑,虽然成功打印了长度18mm的悬臂梁,但依然无法避免残余应力引起的变形。
核心结论:完全避免支撑几乎难以实现
弗劳恩霍夫增材制造技术研究所的人员指出,虽然各种策略可以减少对支撑的需求,但由于设计限制和工艺要求,某些情况下仍必须使用。
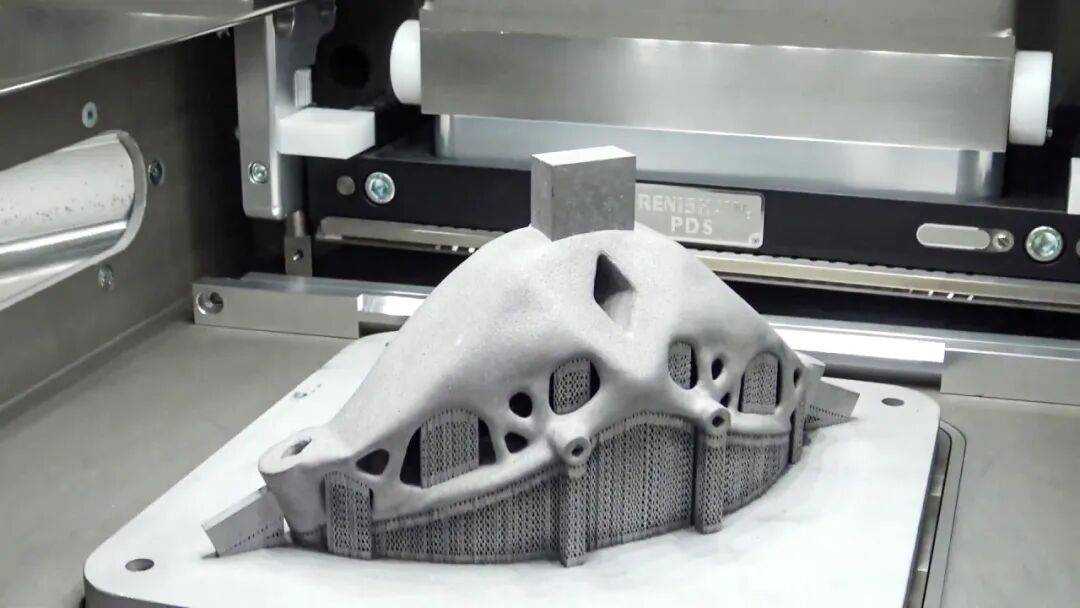
除了悬垂之外,支撑结构对散热、缓解残余应力和变形也起着至关重要的作用。粉末床熔融工艺中复杂的热动力学特性使得支撑结构的使用成为必要,尤其对于尺寸较大、结构复杂的部件而言更是如此。
由于零件的形状通常是固定的,无法在生产过程中更改,因此支撑结构的优化仍然至关重要。
面向手动去除的支撑设计优化
既然无法避免,就要让支撑变得好拆。文章评估了20篇相关文献,发现大部分研究聚焦于优化支撑结构来方便人工去除,而非适配自动化设备。主要分为三种类型:
标准支撑优化:针对Materialise Magics等商用软件中的支撑,研究网格疏密、齿形形状等对去除的影响。通过减小接触面积可以让支撑去除变得容易,但会削弱支撑强度,需要寻找平衡点。
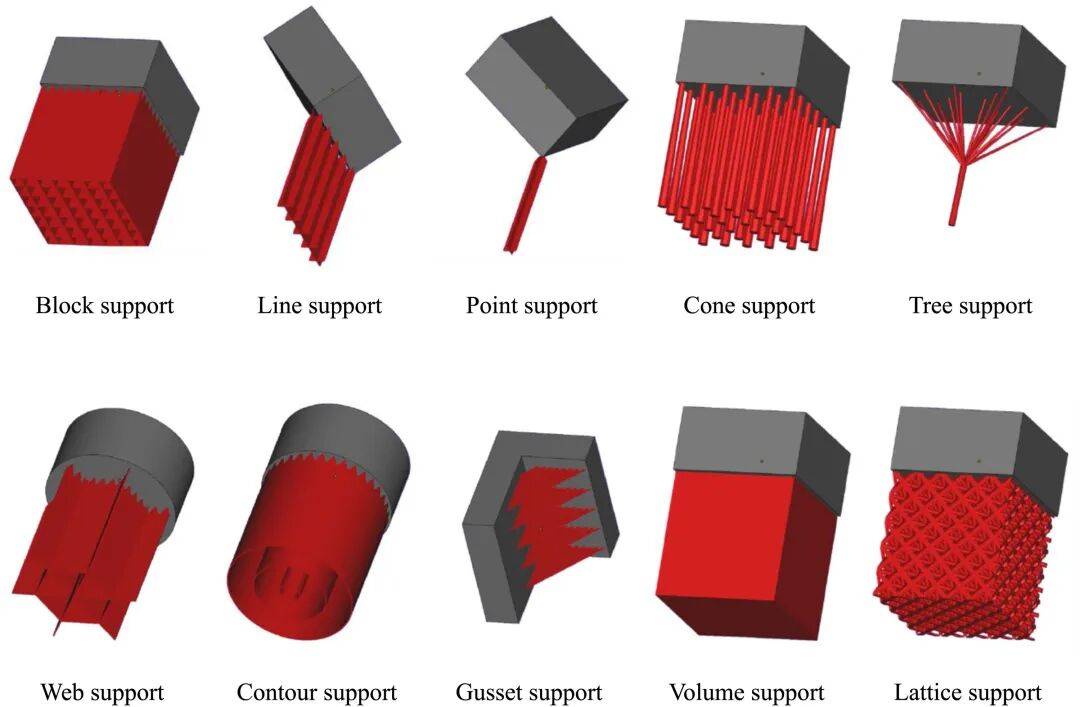
点阵支撑:采用TPMS晶格或桁架结构,优点是体积小、接触面少、粉末易清除,但计算量大,且难以完美贴合复杂曲面。

新型支撑与拓扑优化:通过算法生成树状或仿生支撑,理论上可以提升可拆除性,但缺乏实验验证,自动化程度也参差不齐。

自动化去除支撑
支撑去除在未来十年是否依然依赖人工?这一点没人能给出肯定的答案。采用自动化的方式去除支撑也已经发展了多年,主要有机器人凿除或CNC铣削的机械方法,以及化学方法。
机械方法是目前应用的主流,不过这种方案需要复杂的编程,而且如果支撑在零件内部,去除也同样困难。

来自拓博增材
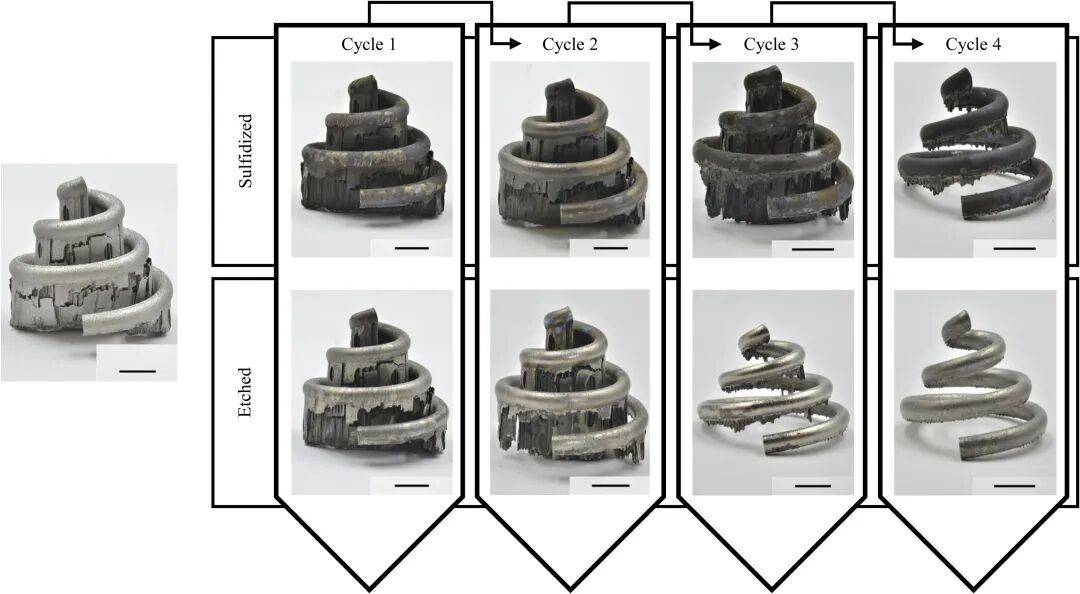
化学方法是将零件浸入特定化学溶液中,只溶解支撑连接处,碰到零件本体时反应自动终止,目前已经有研究人员对不锈钢、In718和TC4钛合金进行了测试,具有重要应用潜力。
根据文章的描述,当前LPBF技术国内外都还主要依赖人工去除支撑,这就要求在零件设计、打印之处的工艺规划阶段,考虑到支撑去除的难易问题。