
对比传统SLM,区域金属3D打印——最新技术要点总结!


Seura:多激光3D打印存在的问题
对于L-PBF技术,熔化金属需要大量能量。传统此类型金属3D打印机需要在直径为80-100µm的单个点上聚焦200-1000W的功率,这样的能量密度是熔化金属所必需的。所使用的的光源通常为连续波激光源,并通过扫描设备快速移动激光点来覆盖整个金属粉末床。这种方法允许在短时间内与多个点交互,从而有效熔化材料。
对于当前主流的多激光L-PBF技术,生产率的提高主要通过增加激光器的数量来实现,每个额外的激光源都需要一个扫描单元,这在物理上存在空间极限且会造成机器成本高昂。其次,扫描系统高度复杂,需要精确的校准和专门的热管理才能准确工作。每个额外的激光源增加了复杂性和由于单个元件的未校准或故障而导致的故障风险。此外,烟雾和飞溅物对动辄十几甚至数十束激光的扫描更是带来了复杂性,也会影响粉末的可重复使用性。
Seura:区域打印的特点
与连续激光相比,脉冲激光系统可以产生非常高的峰值激光功率,但它们只在非常短的脉冲中发射能量。虽然这种系统具有更高的功率和能量可扩展性,但它们可能无法连续、稳定的提供熔化金属所需的能量密度。
Seurat的Area Printing™技术,利用脉冲红外激光,通过多个步骤来塑造和形成激光熔化金属粉末的图案,一次性熔化整个投影区域,且每个区域只发射一个脉冲。
这种技术依赖于一个复杂的过程,其使用传统的投影仪发射的图案化蓝光与激光束重叠,并通过光学寻址光阀(OALV),该阀门会根据蓝光图案对激光束进行偏振,进而得到图案化的激光场。
使用高功率脉冲激光,而不是单个或多个激光源,这减少了与金属粉末的相互作用时间,光斑一次可熔化一片区域。与仅仅熔化一个单点不同,整个区域可同时熔化,飞溅和烟尘更少。通过这种方法,机器的生产率可以提高数倍,每个零件的总体成本降低,并且技术的可扩展性更高。

但同时需要指出的是,这个过程虽然创新,但也增加了系统的复杂性和机器的成本。Seurat的技术脱胎于劳伦斯利弗莫尔国家实验室的尖端激光工程应用团队,有别于传统的激光制造过程,为该技术的研发带来了困难。
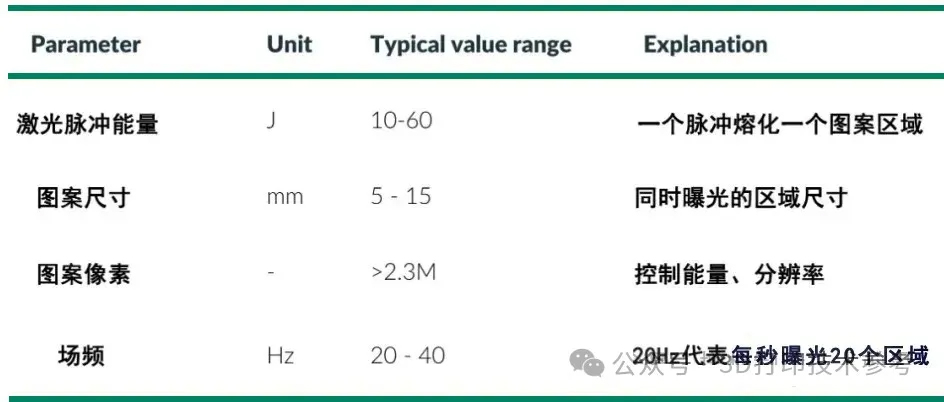
传统L-PBF技术的主要工艺参数包括激光功率、扫描速度和光斑尺寸、分层厚度等,区域打印引入了许多描述脉冲激光和打印准确性的新参数,如脉冲能量、图案尺寸、每个图案的像素以及频率等等。蓝光投影仪能够通过对图案的灰度调节实现对激光点功率和曝光时间的控制,这些特点使区域3D打印能够更好的控制熔化过程,如实现高分辨率打印、制造梯度材料、进行无支撑打印以及消除飞溅等。
在当今的金属增材制造领域,存在一个特别的规律,即提高构建速度与特征尺寸制造能力之间存在联系。通常,高构建速度必须伴随着低分辨率,这往往倾向于生产接近“净形零件”,而不是最终形状。像定向能量沉积这样的高构建速率技术会导致大量的后处理和机械加工。金属粘结剂喷射技术有可能拉平这一曲线,但在大批量烧结、厚壁或非常精细的零件方面仍有很大的局限性。
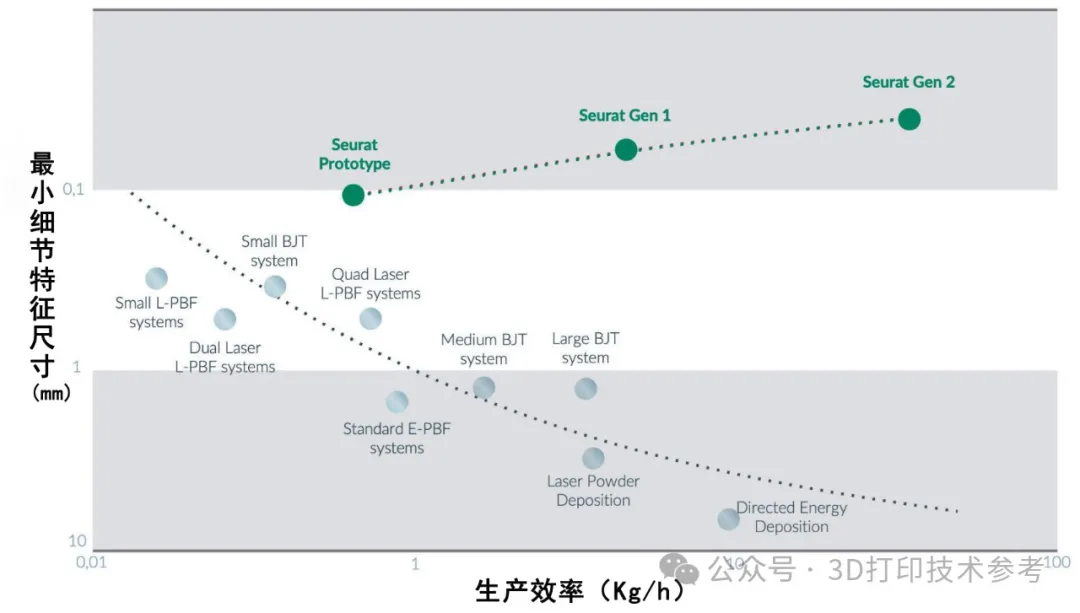
不同技术在构建速率与细节特征方面的对比

Area Printing™技术旨在打破这种联系,并在保持细节水平的同时实现高生产率。由蓝光投影仪投射出的图案都有特定的分辨率,通常有超过230万个像素点用于定义每个图案的形状,每个像素点的尺寸为6-10μm,远远超过传统L-PBF技术的分辨率。这使得可以大批量打印具有高表面质量和最终零件精度的零件,这对于许多应用来说,后处理需求降至最低。

根据相关资料,Seurat公司当前推出的机型最大打印尺寸为450mm,适合于小尺寸零件的批量生产和中大尺寸零件的小批量制造,与当前主流的批量化L-PBF生产机型相当,但在大尺寸打印方面无疑存在差距。就打印速度来说,Seurat总结当前常规L-PBF技术可实现2kg/h的制造速度,区域打印可做到3kg/h,与粘结剂喷射技术相当(未指明测试材料)。

根据国内最新的技术发展态势,大多数常规SLM技术开发商已经将重点从发展更多激光器和更大尺寸的装备,转移至实现中大尺寸装备的稳定批量生产。航空航天、汽车、医疗、工业模具等领域,更快的速度和更稳定的制造能力将成为决定成败的关键。

主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.不容忽视的SLM金属3D打印技术新发展,是否正在掀桌子?!
2.纯铜3D打印2024最新技术进展:基于激光/电子束熔融和能量沉积
4.吕坚院士、毛新平院士等团队3D打印迄今最强铝合金!屈服强度达656MPa!






