
3D打印速度革命要来了吗?G代码优化使打印时间缩短54%!
导读:对G-Code进行优化,还是用T-Code替换?
3D打印技术参考注意到,行业公司AON3D推出了一项基于物理原理的G代码优化功能,可以在不牺牲零件质量的前提下,大大提高3D打印的制造速度。但是,2025年还诞生了一种新的3D打印编程语言——T代码,对于提升3D打印速度和质量很有潜力。
G代码优化使打印时间缩短54%!
G代码是基于挤出3D打印的标准编程语言。它最初于20世纪50年代为数控机床开发,采用逐行执行的方式,这意味着3D打印机在执行新指令时需要减速并停止。这会减慢3D打印速度,并可能导致过度挤出缺陷,从而影响打印精度。
AON3D称,他们推出的Basis软件拥有基于物理原理的G代码后处理功能,可以分析每一种聚合物的流变以及热学特性,热量在零件内部的积聚与消散能够被预测,随后动态地调整沉积速率。在3D打印过程中,安全区域可以加快速度,而在熔体断裂或者出现热变形之前降低速度。AON3D表示这是多年来在挤出3D打印速率的首个重大突破。
AON3D内部测试表明,新功能可将24小时的打印时间缩短13小时,证明了将流变学与热传递相结合,可以在保持表面质量和层间粘合的同时,实现更高的安全打印速度。
该公司将此与“反复试验”的调校和更大的喷嘴策略进行了对比,这些策略不考虑几何形状或冷却行为,而是采用统一的设置,这通常会降低表面质量并产生不一致的层间结合强度。
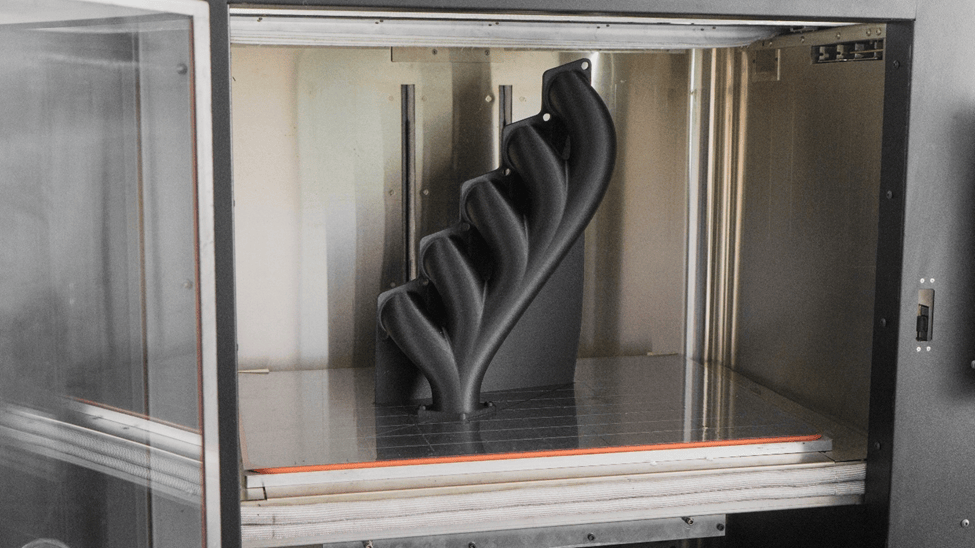
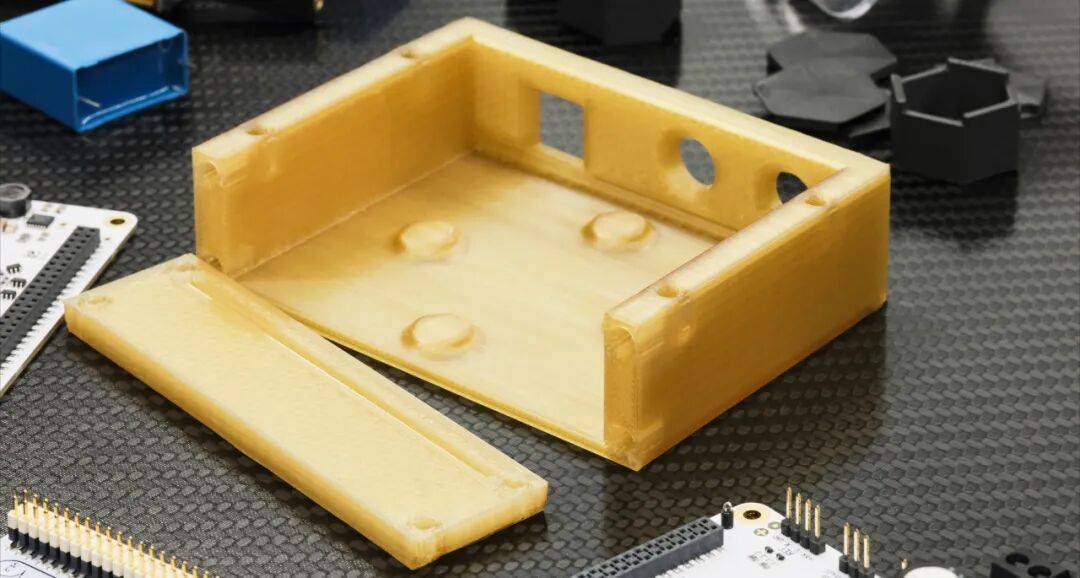
AON3D采用的是其专为工程聚合物的高通量、高温生产而设计的Hylo打印机,所开发的Basis软件则采用多物理场过程优化技术自动调整打印参数,并增加了原位缺陷检测功能,用于实时零件评估。该平台旨在以更低的熟练劳动力需求和运营成本实现高质量的生产。
从打印的显微照片看出,光滑的层状ABS挤出物与熔体断裂的对比,熔体断裂是由于剪切速率超过材料粘度和弹性所能承受的极限值造成的。
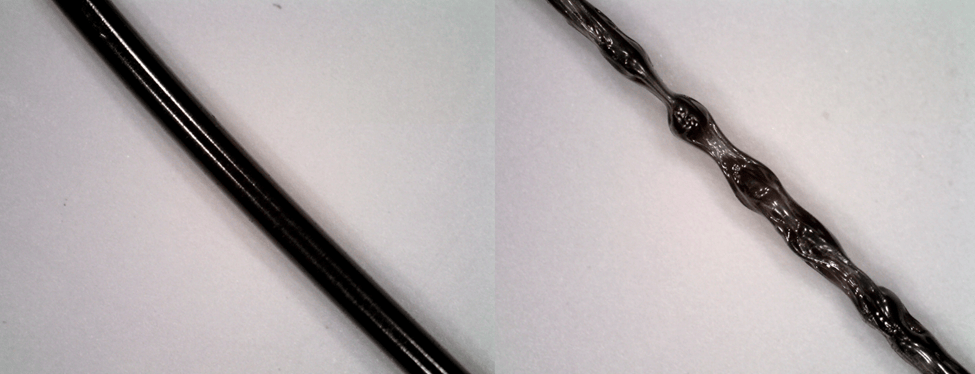
正常打印与熔体断裂效果对比
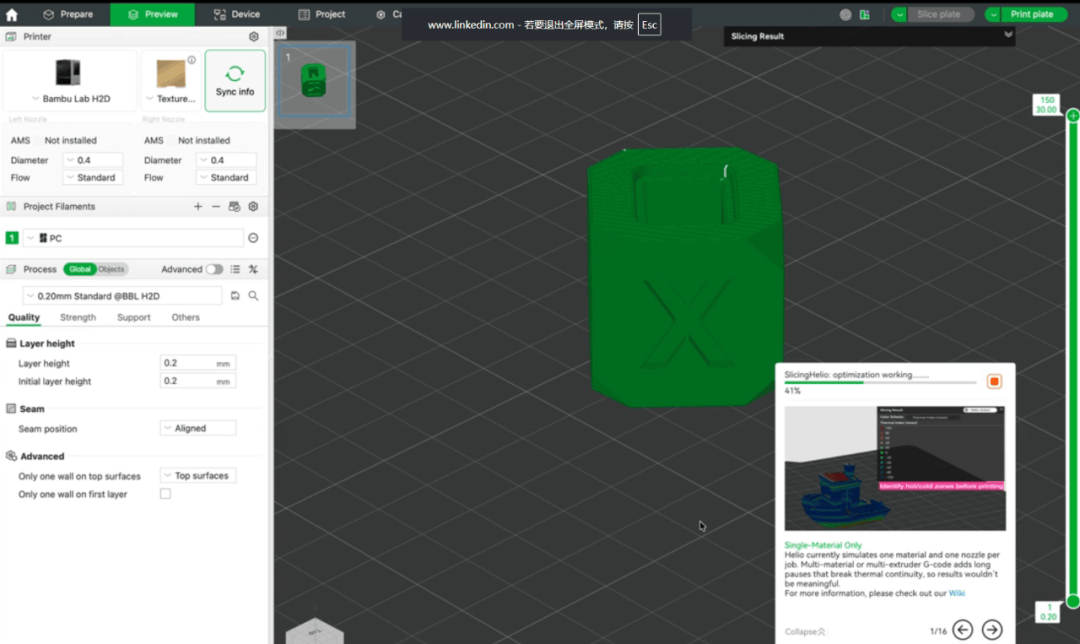
除AON3D之外,业内其他FDM设备商在采用基于物理的仿真技术来提升工艺控制和打印可靠性方面也有布局。例如,Helio Additive已将其热仿真和优化软件集成到拓竹的切片软件中,用于模拟挤出过程中的热行为。通过对温度梯度以及材料响应的分析,能够预测零件的变形情况,而且可以自动对打印参数进行调整,这样就能够减少翘曲现象的出现,让不同几何形状以及聚合物的打印一致性得到提高。
跟侧重于模拟以及工艺预测不同,AON3D的新模块把类似物理驱动的逻辑直接运用到G代码生成方面,凭借真实的材料数据,在工具路径层级优化打印速度还有效能。
AON3D还与生物技术公司Aether Biomachines合作,将尼龙材料的打印速度提升了两倍。
新型3D打印编程语言——T-Code
除了对G代码进行优化提升3D打印速度外,3D打印技术参考注意到,来自约翰·霍普金斯大学的研究人员开发了一种新型3D打印编程语言——T-Code。开发者指出,T-Code能够提高复杂多材料零件的3D打印速度和质量。
这种针对直接墨水书写 (DIW) 增材制造技术优化的新方法,使用Python 脚本将传统的G代码分成两个独立的轨道。一个轨道控制3D打印路径,另一个轨道管理打印头功能。

G-Code与T-Code打印效果对比
与逐行执行任务的G代码不同,T代码利用时间将3D打印机的运动与材料切换和流量调整等关键指令同步。这消除了常见的启停中断,从而避免减慢打印速度和缺陷产生,实现了连续不间断的打印。因此,3D打印速度更快,精度和细节却丝毫不减,并能实现平滑渐变和原位材料更换等高级功能。
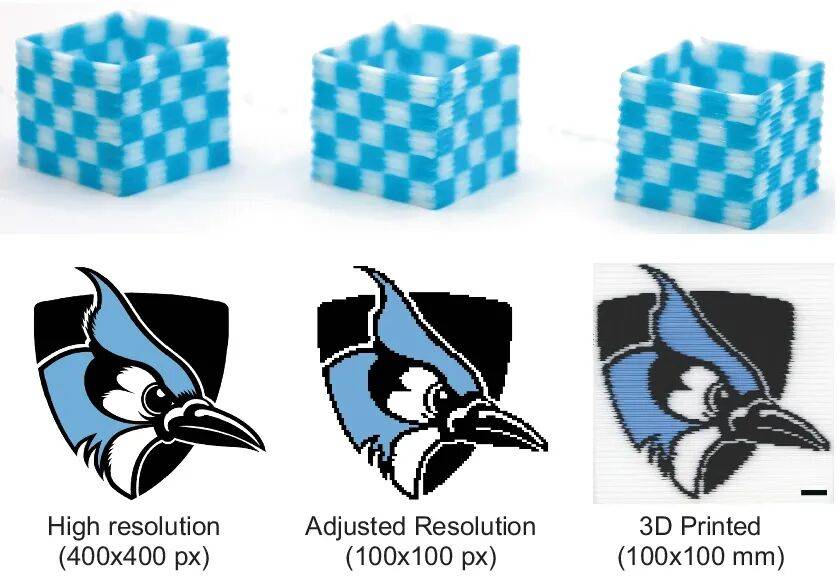
使用T代码打印的霍普金斯蓝鸟的复杂多材料图像
研究人员还表示,T-Code可以处理用G-Code难以实现的复杂设计,可以让低成本的桌面3D打印机“生产出质量堪比高端产品的结构”。虽然针对DIW(直接墨水写入)进行了优化,但这种编程语言与所有使用传统G代码的应用、材料和挤出系统都具有通用兼容性,包括FDM(熔融沉积成型)技术、高粘度墨水和体积3D打印机,它甚至可以与CNC铣床和车床配合使用。
据报道,T代码在生物学、电子学、机械学和光学等多个领域都具有应用潜力,具有加速同步制造的能力,这有望实现大规模定制。
注:本文由3D打印技术参考创作,未经联系授权,谢绝转载。#增材制造 #3D打印