
中科院团队|3D打印碳化硅反射镜研究取得新进展
3D打印技术参考注意到,来自中科院长春光机所、中国科学院大学以及中科院空间应用技术与工程中心的研究人员,近日在采用粘结剂喷射3D打印技术制造碳化硅反射镜研究方面取得新进展。
研究人员开发出一种能够低成本、高效率制造复杂结构、高性能SiC光学反射镜的可行方法。
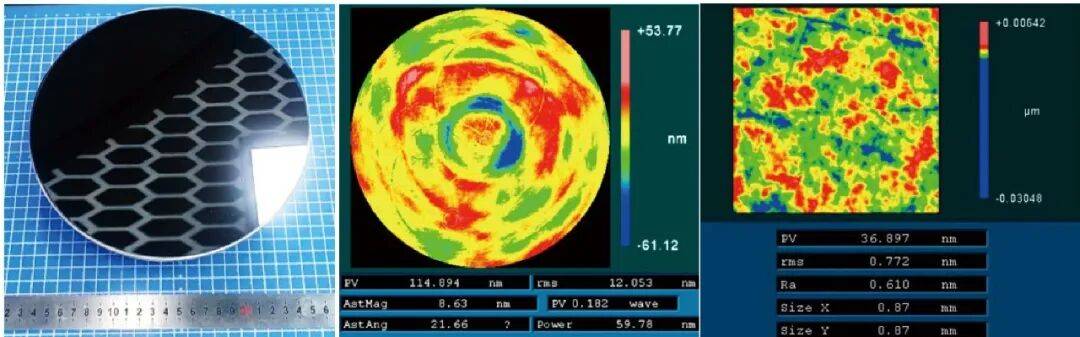
Si/SiC反射镜,分别为抛光后、表面形状精度、表面粗糙度
碳化硅(SiC)因高比刚度、低热膨胀系数和高导热性,成为高性能空间光学反射镜的主要材料。然而,随着光学系统对轻量化和复杂几何形状(包括三重周期极小曲面TPMS、拓扑优化和晶格结构)的需求不断增长,传统的制造方法(例如压模成型和注浆成型)难以实现这些设计。
增材制造技术无需模具或大量机械加工即可生产复杂的陶瓷结构。对于碳化硅(SiC)反射镜而言,这通常涉及先制备预成型坯体,然后通过反应熔渗工艺使其致密化,最终得到Si/SiC复合材料。

SiC反射镜(图文无关)
研究首先介绍了SiC反射镜的传统和增材制造技术分类。传统上,SiC首先通过粉末模压成型获得坯体,再经烧结或反应性熔渗使其致密化。而增材技术则有多种工艺类型可以实现第一步的成型,如光固化、粉末床烧结、粘结剂喷射以及材料挤出沉积。
文章指出,光固化工艺可以制备高精度且结构复杂的Si/SiC陶瓷,但性能不佳的问题需要解决。粉末床烧结工艺中激光加热引起的快速熔化和凝固过程容易导致部件变形。与光固化技术相比,材料挤出沉积制备的Si/SiC性能优异且残余Si含量低,但该工艺无法制备悬垂、弯曲结构等。
SiC光学结构,来自avantierinc,图文无关
在这些增材制造技术中,粘结剂喷射(BJ)工艺近年来因其高精度和高效性而发展迅速。
笔者查询到,反应性熔渗的过程,是将SiC坯体与过量硅粉一起加热到硅熔点(>1410°C)以上,液态硅通过毛细管力渗入多孔坯体,填充孔隙。然而,BJ制备的SiC坯体孔隙率高、密度低,导致反应性熔渗后的残余硅含量高,材料整体性能不足。
从原理上来说,只要增加反应中的碳,就可以消耗游离硅。目前的解决方案之一是采用碳前驱体渗透+热解,但这种方式在面对BJ打印的坯体时会发生渗透不均匀,仍然不能很好的解决问题;另一种方式是在前述方法的前一步,先改善坯体的孔隙结构(如孔隙尺寸或降低孔隙率),其手段是优化SiC粉末的特征和粒度分布,但距离实用还有距离。
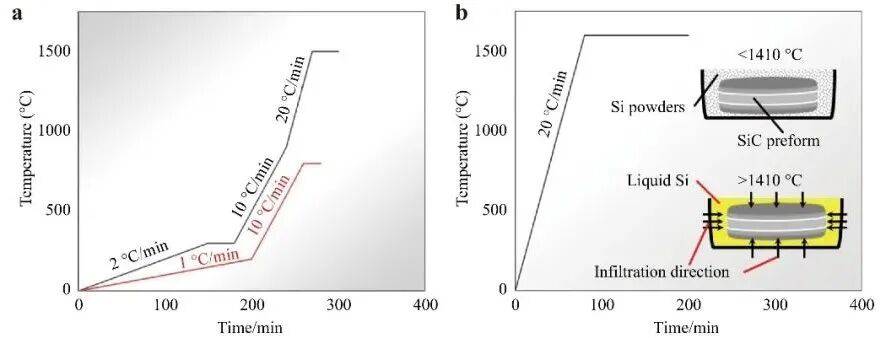
烧结工艺:a脱脂和碳前驱体渗透+热解;b反应熔渗
来自中科院的团队探索了复合粉末优化策略。研究的重点是通过提高预制体中的碳含量来减少残留硅。
虽然碳前驱体浸渗和热解技术此前已被用于实现这一目标,但BJ工艺打印的坯体中较大的孔径会导致反应不完全和残留碳,从而对光学性能产生负面影响。
研究人员提出了一种石墨添加方法,将纳米级、微米级、片状和纤维状等不同形态的石墨掺入碳化硅粉末原料中。石墨发挥双重作用:一方面改善BJ打印过程中粉末的流动性;另一方面作为碳源,促进反应性熔渗过程中残余硅转化为二次SiC。
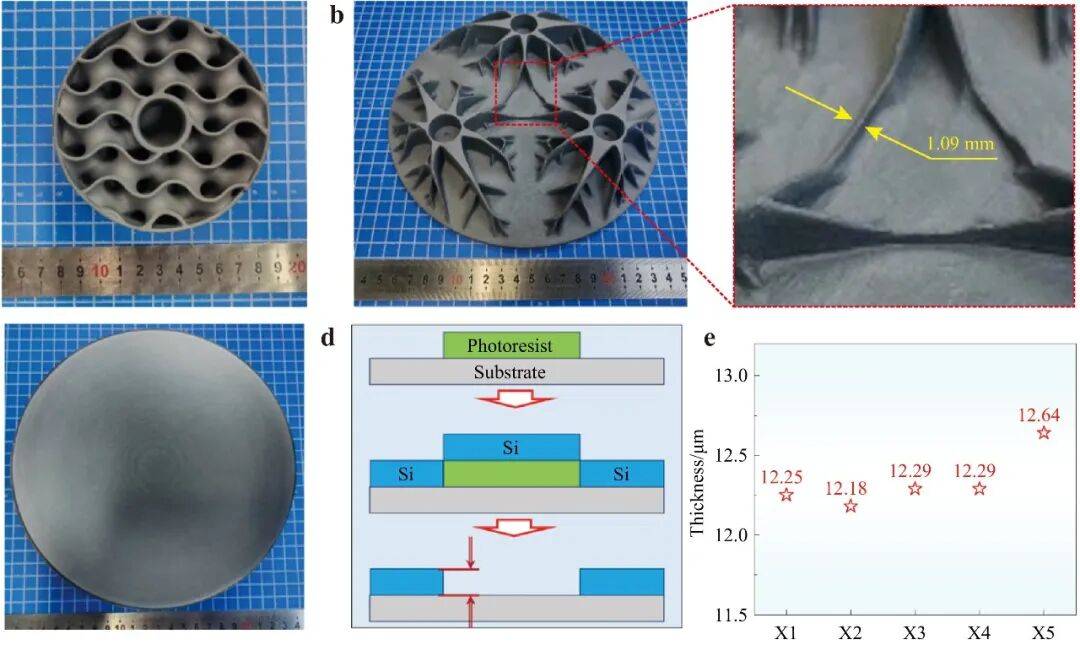
采用3D打印技术制备的Si/SiC反射镜:a) 具有TPMS结构b) 具有拓扑结构c) 研磨后d) 薄膜厚度测量示意图e) 薄膜厚度测量结果
在所评估的石墨类型中,片状石墨效果最佳。研究指出,粉末的流动性有明显改善,预成型体的密度从1.24 g/cm³提高至1.34 g/cm³。
坯体密度的提高使浸渗过程中的反应更加充分,残余硅含量降低了18.18%,而整体密度提高了近6%。
机械性能和热性能也得到提升,其弯曲强度达到268MPa,弹性模量达到330GPa,热导率为127W/(m·K)。
对制备的具有复杂几何形状的反射镜进行光学测试,结果表明,精加工后的表面粗糙度为0.772nm RMS,形状精度为12.05nm RMS,表明其适用于高性能光学应用。

粘结剂喷射3D打印
研究人员表示,这项研究进一步证明,粘结剂喷射成型和反应性熔渗工艺组合,能够实现极高的尺寸控制精度,偏差低于0.5%,且样品间的孔隙率水平一致。
研究总结道,该方法为Si/SiC光学反射镜提供了一种可行的近净成形制造路线。这项研究以“Binder jetting additive manufacturing of high-performance silicon carbide optical mirrors via graphite addition method"为题,于2026年3月发表在Light: Advanced Manufacturing。
注:本文由3D打印技术参考创作,未经联系授权,谢绝转载。#增材制造 #3D打印





