粉末床熔融和粘结剂喷射金属3D打印零件热处理及烧结面临的挑战

通过重新熔化粉末或丝材,使每台3D打印机基本上都成为了自己的铸造厂。然而,打印部件确定且且可重复的机械特性仍然是应用端面临的主要障碍。
此外,3D打印零件件的真空热处理也在发展。由于与传统生产的零件相比,增材制造的零件显示出截然不同的机械行为,因此与此过程相关的热处理也有所不同。由于大多数金属3D打印工艺都涉及高温熔化和快速冷却,因此零件通常具有极高的内应力。

为研究机械性能而打印的不同取向的拉伸试样
这些固有应力对零件来说可能是优点,也可能是缺点。当内部应力对最终产品有害时,真空应力消除似乎是对3D打印部件执行的最普遍和最重要的热处理工艺。普及度略低一些的其他真空热处理工艺包括真空退火和真空烧结。
随着增材制造技术的应用越来越广泛,制造商通常会与商业热处理商签订合同,为其执行关键的热处理,当然大型服务商也会采购专业的热处理设备进行内部处理。当前业内普遍应用的热处理炉包括真空炉和气氛炉。前者必须配备扩散泵以达到深真空水平,并且必须具有极其严格的温度均匀性;而后者不必配备扩散泵,真空度水平较低,通常需要氮气或氩气保护,但热处理过后的零件通常表面被氧化。
 增材制造需要的关键热处理设备——真空炉
增材制造需要的关键热处理设备——真空炉
粉末床熔融和粘结剂喷射金属3D打印零件热处理面临的风险
3D打印的组件的通常是“近净形”的零件,真空炉的气氛条件必须满足要求。热处理完成的钛或镍基合金零件表面如果出现污染可能导致零件报废。因此,制造商通常会坚持只使用昂贵的全金属高温区真空炉来进行热处理。真空热处理企业必须重视这一要求,一定要明确这种要求所关联的风险。
粉末床熔融工艺仍然是当前应用范围最广的金属3D打印技术,这种基于粉末的层层制造工艺极易附着甚至将粉末沉积在内腔、盲孔和冷却通道中而难以去除。
如果不能采取完善的预防措施,无法使用的可能不仅仅是零件,更有可能会对昂贵的真空热处理炉造成损坏。由于打印零件中仍有松散粉末,在热处理过程中,从部件内腔掉出来的粉末使钼制高温区被严重损坏。补救措施只能是将加热片翻面使用,用氮气彻底吹扫整个部件,以及只在全金属高温区内处理没有空腔的实心SLM打印的部件。
 掉出的钛粉粘结到钼制发热元件上
掉出的钛粉粘结到钼制发热元件上
对于处理粘结剂喷射技术成型的零件,通常首先需要将零件在常压炉中进行脱脂,在该过程中大部分的粘结剂会被去除。但在随后的高温真空烧结过程中,剩余的粘结剂会释放和挥发出来,这些有害的粘结剂会附着在真空炉的低温区域,如水冷机或真空泵。因此,如果对粘结剂喷射技术3D打印的零件进行烧结,需要配备专门设计的真空炉,并且该炉型需要具有粘结剂回收装置。
 真空泵被污染后的对比
真空泵被污染后的对比
热处理过程中的其他关键要素
3D打印工程师需要明白,只有当构建基板与成型材料的成分相匹配时,才能得到最好的结果。此外,打印部件的最大厚度也应与构建基板的厚度非常接近。匹配的构建基板成分和尺寸有助于在热处理过程中获得更稳定、无裂纹的3D打印部件。
 由于打印断面和构建板厚度匹配不当在热处理过程中产生裂纹
由于打印断面和构建板厚度匹配不当在热处理过程中产生裂纹
此外,在热处理过程中,构建基板本身通常与打印部件的温度曲线难以相匹配,直接将热电偶放置在打印部件内部便非常重要。3D打印允许较高的设计自由度,因此热处理商往往要求在打印部件的最厚横截面内设置一个打印孔以便放置热电偶。如果不允许这么做,则应当在构建板上放一个与最大厚度相匹配的模拟块并预先钻好孔。
 构建板本身通常不能反映出所打印部件的温度分布,因此绝不要在构建板上钻孔和接线
构建板本身通常不能反映出所打印部件的温度分布,因此绝不要在构建板上钻孔和接线
3D打印的复杂零件又是可能包含盲孔、空腔、暗槽或密封的冷却通道,在真空热处理过程中,任何压差都可能导致打印部件产生裂纹甚至爆裂。因此,所有3D打印出来的内部几何形状都必须有一个通畅的排气路径。
在对3D打印的零部件进行真空热处理前,都应当至少在1300℃左右进行适当的烘炉, 真空漏率应当小于每小时5微米汞柱。许多打印部件都有很大的应力,一定要在多个预设温度下保温,并且缓慢地加热和冷却。
除进行规定的热处理之外,构建基板还需要进行蠕变校平处理,校平时需要压上重物,蠕变压平可以使基板重复使用。
 在关键位置压上重物对构建板进行蠕变校平
在关键位置压上重物对构建板进行蠕变校平
END
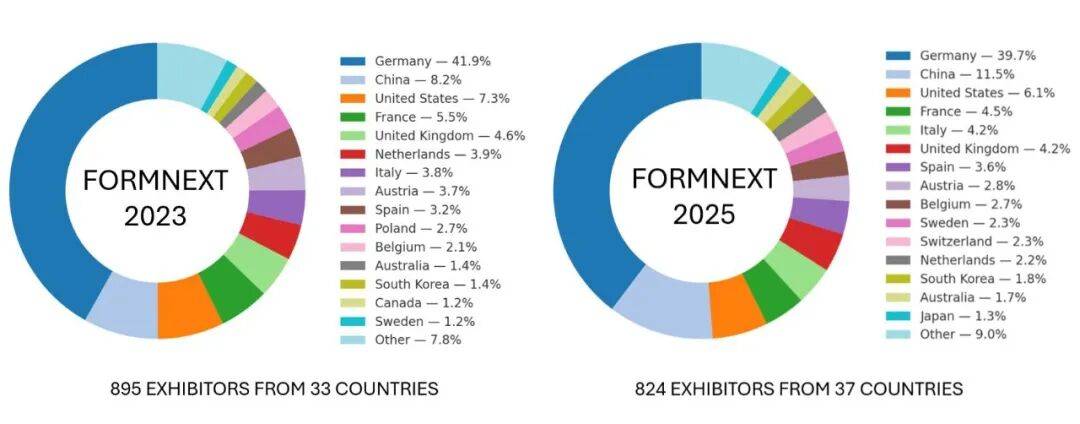
金属3D打印如今正在航空航天、医疗、汽车等行业发挥重要价值,对热处理的需求也在稳步增长,国内外目前相关的服务数量增长明显。
可重复性是金属3D打印技术追求的重要目标,不仅仅是能够降低生产成本,更能够提高技术的可靠性。事实证明,真空热处理对整个增材制造工艺的成功应用起着非常重要的作用,这个链条上所有参与者都必须接受。
主编微信:2396747576;硕博千人交流群:867355738;网址:www.amreference.com
延伸阅读:
1.全面回顾金属增材制造零件的断裂与疲劳特性(二)——缺陷与后处理手段
2.Science重磅:一种非常规的3D打印策略,创建超级钛合金结构
3.罗罗通过3D打印设计和制造有史以来最大航空发动机的关键结构
4.美奥本大学与EOS深入研究3D打印铝合金部件的结构完整性