
大尺寸薄壁复杂结构的零支撑3D打印解决方案
在增材制造领域,有一个公认的说法,叫“打印容易,控形难”,尤其是对于一些轻量化设计,加上特殊结构,导致制造难度的急剧上升。
尤其是对薄壁复杂结构,它的高精度3D打印充满挑战。加支撑,就容易在后处理过程中损坏结构本身;不加或少加支撑,零件就有变形风险。
最近,通用技术机床研究院在一个典型的薄壁弯管零件研发中,就遇到了“控形与制造难题”。

薄壁弯管结构的控形挑战
该零件的尺寸为82*122*264mm,采用薄壁弯管结构,内部空间狭窄、通道曲折,整体刚性差。面对这种零件,若采用传统3D打印工艺,通常需要在零件薄弱区采用大量支撑固定。同样的,大量支撑后期去除难,且存在精度损耗风险。
此外,打印零件时在持续的热输入与冷却循环作用下,残余应力不断累积,很容易诱发翘曲、变形等问题,尤其是管口区域,约束少、热释放路径复杂,变形最严重。
如果此时仍按照传统的“打印—扫描—修正—再打印”的路径反复试错,不仅会耗费大量的材料与设备成本,研发周期也将难以保障,结果还充满不确定性。

“设计优化+仿真补偿”
3D打印技术参考注意到,在传统3D打印工艺行不通的情况下,通用技术机床研究院换了一个思路:采用漫格科技的VoxelIDance Additive(VDA)软件,通过“设计优化+仿真补偿”的策略成功破解了控形与制造难题。
➡️第一步:设计优化——引入“晶格结构”
工程师首先,在VDA设计模块,对零件最易变形的“管口区域”添加了可调控的点阵晶格结构。笔者查询发现,该软件支持在参数层级对晶格结构进行灵活调控,也就是说这种“晶格”并非固定不变,而是可以根据受力分析,在不同区域精细调整晶格的粗细及其空间分布,使刚性分布更合理。
与此同时,晶格结构的设计省去了传统3D打印流程中变形补偿后再手工重加支撑的繁琐流程,大幅提升了复杂零件的打印稳定性。
3D打印技术参考特意咨询了漫格科技,晶格结构仅添加在管口区域,内部仍为空心,后续视具体的使用情况决定是否去除。
➡️第二步:仿真补偿——逆向补偿,精准控形
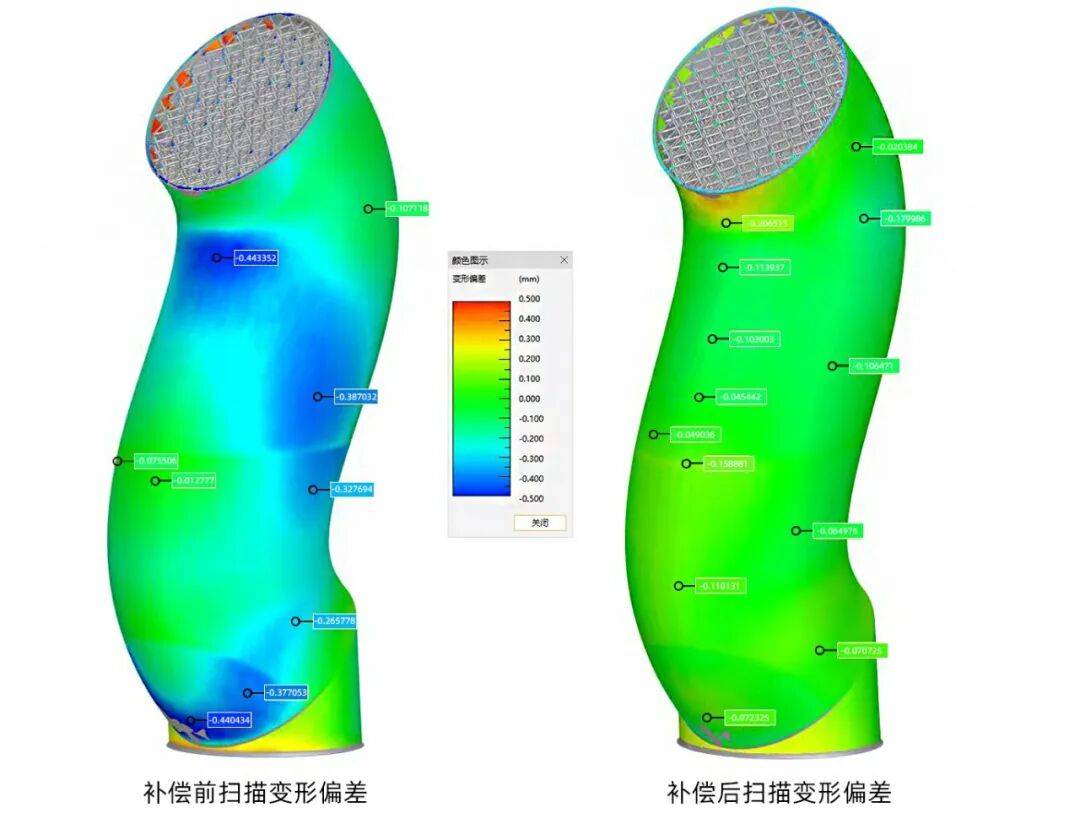
团队按照以上设计进行了打印验证。但扫描后发现,零件整体变形达到约0.4mm,仍超出设计公差范围。于是,团队又启动了第二阶段的校正。
添加晶格支撑后的模型本身包含约1200万个三角面片,面对大规模数据和复杂几何结构,设计团队使用VoxelDance Additive仿真模块制定了一套变形补偿方案。
首先,将完整几何模型导入VDA仿真模块,利用软件的并行计算能力,完整模拟打印全过程的热-力耦合变形行为,并进行精确仿真分析,预测残余应力与变形分布。
根据仿真结果,软件自动生成反向补偿量,对原始设计零件进行预变形修正,让打印过程中的变形与预修正量相互抵消。
最后,设计团队使用补偿后的修正模型进行第二次打印,对成品再次进行三维扫描。数据对比结果显示:此前存在的严重变形问题得到了有效控制,整体尺寸偏差被收敛至0.2mm以内,精度提升一倍以上。
为什么这个案例值得关注?
该薄壁弯管的案例,表面上看是一个软件功能案例,但本质上笔者认为,它反应了增材制造行业正在经历的一场隐形变革:单纯依赖经验与反复试错的方式,已经难以满足效率与成本的要求。以仿真为核心、以变形补偿为手段的前置控制方法,可以在打印前识别问题,并在设计阶段完成修正,显著提升制造过程的确定性,大幅节约成本投入。