
2026年消费级3D打印最大惊喜:叠色打印技术实测揭秘
如果要问2026年消费级3D打印圈什么最意外,叠色打印一定没有争议。
“四色生万色”对于FDM 3D打印爱好者来说的吸引力,难以抵挡!
这一“新概念”诞生于社区,但很快被拓竹、Snapmaker、Polymaker等大厂快速接纳,纷纷推出从切片到材料的“色彩方案”。
笔者简单的以为,以后要打印多色,是不是就不用准备那么多耗材了。
事实跟我想的有点不一样。

叠色打印的原理
笔者在进行这项尝试之前,详细阅读了Snapmaker的《全频谱切片入门》指南,它将叠色打印讲得明明白白。而全频谱技术的开发者——Radu,已经加入了Snapmaker。
叠色打印实际上是来源于人眼错觉,打印机将不同颜色的耗材,以极薄的层厚、按照一定比例进行交替堆叠,就会呈现出混色效果。

当颜色之间的过渡层厚小到肉眼在一定距离无法分辨时,我们所看到的就是另一种颜色!
于是我用现有的紫色、绿色和白色的混合方案,分别以0.2mm和0.16mm的层厚进行了初步尝试。实测结果显示,整体的颜色确实变化了,但分层过渡太明显。
 模型来源:makerworld XXY2025
模型来源:makerworld XXY2025
这是因为颜色的呈现跟材料的透明度直接相关,使用完全不透明的普通材料,简单颜色交替打印出来的只是生硬的色块条纹。
而半透明的材料则可以让光线在层间自然叠加,带来更自然的渐变和光影层次。

于是,我按照指南更换了polymaker的透青、透红、透黄与透灰——叠色打印专用耗材。据了解,该品牌针对叠色打印材料的配方进行了大量测试,可以在视觉混色的同时尽可能提升颜色饱和度。
而一波测试下来,确实给笔者带来了很多乐趣,顺带着也给自家娃也展示了这一“惊人变化”。
“四色生万色”实测效果
Snapmaker和拓竹的切片软件都已经完善了叠色功能,将polymaker的四种耗材配置好后,可以按照比例模式、循环模式、匹配模式和渐变模式设置各种各样的配色。

Polymaker的耗材上标明了HEX编码,笔者根据这串数字转化了它们的RGB数值。在打印机绑定颜色配置时,需要逐一输入。其中透青(蓝色)为8/171/251,透黄为249/237/61,透红为216/27/96,透灰为140/144/153。
根据叠色打印的原理,层厚设置越小,颜色的呈现就越真实。先用专业的颜色测试调色板,以0.12mm、0.16mm和0.2mm打印了一波。
从大约20cm的距离望去,0.2mm层厚打印的调色板小球纹路清晰,粗糙感较强,颜色过渡肉眼可见。但远距离观看的效果,也并非完全不能接受。

0.16mm打印的调色板虽也能容易识别出颜色跳跃,但相比0.2mm更加自然细腻,过度更平滑,它所体现的纹理变化反而是一种未曾有过的纹理效果。

0.12mm的混色效果无疑是这三者中最好的,需要拿在眼前仔细观察才能辨识出颜色过渡。

那层厚更低一些,会不会更好呢?于是笔者找来了jusdisgi开发的38色全光谱测试文件,实际上可混色的呈现数量不止这些,笔者在其中又增加了几种。

从实测效果可以看出,纹路已经极细密,层叠纹理柔和连贯,除部分浅绿透光特别强的组合外,几乎看不出颜色的过渡。
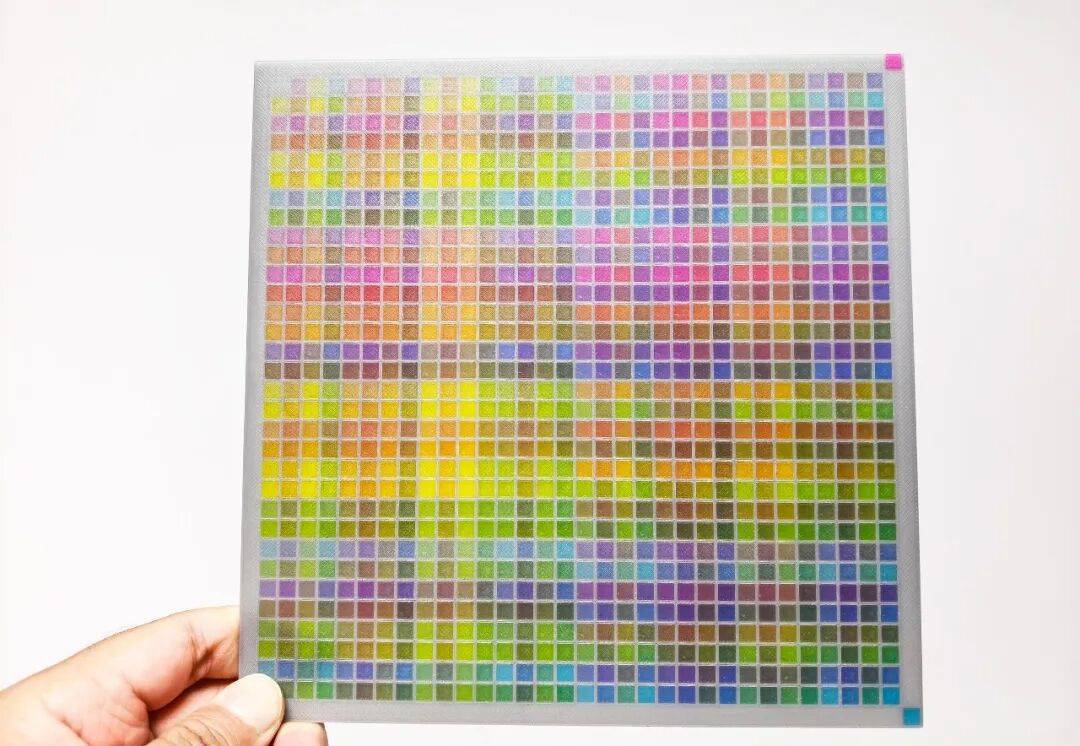
采用大胖肥猫的1024色测试文件打印的测试板,颜色混合主要以不同形式的蓝、绿、黄、橙、红、紫形式呈现。
混色效果惊艳
由于叠色打印要求在不同层、甚至同一层不停更换颜色,该技术天然的更适合多喷头打印。实际上即便有AMS,频繁换料也会造成大量浪费。
笔者基于snapmaker U1进行了上述测试文件的打印后,进一步测试了实际模型的打印效果。
首先是对比了首次打印的两个舞蹈模型。模型的不同部位分别设置了不同颜色,采用0.12mm打印。

可以看出,仍然是浅绿色部分可以看出明显的颜色过渡条纹,而其他混合效果相比此前采用普通材料打印的效果是明显的改进。同时,浅绿色的纹理效果,却让呈现效果耳目一新。
下面这个变色龙(模型来源:makerworld KOGI3D)的四肢和眼睛,是polymaker四种耗材的本来色彩,其他部分的9种颜色都是由这些材料混色呈现,打印层厚为0.08mm。

笔者觉得这个模型,把多耗材混色的效果完全拉满了。曲面几乎看不到任何台阶,表现顺滑细腻,没有颜色的层叠变化,色彩均匀度、饱和度都极高,每一个色块就如同一种单独的纯净耗材打印出来的。


这说明polymaker的Panchroma PLA CMYK半透明耗材,在混色效果方面可以达到了高水平。
这一包含了13种颜色的变色龙模型,仅依赖四种耗材,在一次打印过程中直接成型,而且几乎没有废料!直观体现了多喷头打印在叠色打印技术的优势。
此外,笔者还采用Snapmaker U1和Polymaker的CMYK半透明耗材打印了七彩花朵(模型来源:makerworld 小印匠),一次打印就呈现了多种色彩,0.12mm的层厚色彩融合自然。
笔者还使用拓竹X2D混色打印了小尺寸花盆,打印层厚0.16mm,远观看去,也并不能发现颜色跳跃。
枝干部分采用的是Polymaker的Panchroma渐变耗材。从花朵的打印可以看出,3D打印调色盘的理念跃然眼前。

讨论
总结来看,叠色打印拓宽了消费级3D打印可玩的范围,“四色生万色”,所言非虚。
Polymaker的CMYK半透明耗材搭配合适的层厚,能实现丰富的色彩变化。从实测效果来看,若更注重颜色混合结果,0.08mm层厚的效果更好,但代价是打印时间很长;对比来看,笔者觉得0.12mm和0.16mm能够更为平衡一些。
再就是打印机的适配性方面,Polymaker的耗材依旧容易打印,笔者在拓竹、纵维立方、创想三维和Snapmaker的设备上均进行了大量测试。
根据聚复科技的介绍,Panchroma™ by Polymaker以PLA为基础,在材料设计之初就围绕环保理念,致力于呈现新一代更环保的打印材料。其在易用性、高打印质量、打印速度与稳定性之间实现良好平衡,帮助创作者更高效、可靠地完成打印。
注:本文由3D打印技术参考创作,未经授权,谢绝转载。#叠色打印 #3D打印




