基于SLM粉末床熔融的多材料3D打印送粉方式介绍

增材制造技术基于离散-堆积的独特成形原理,相较传统制造技术,在降低生产成本、提高生产效率以及制造复杂结构零件方面具有较大的优势,已经在航空航天、核能和医疗等高度定制化领域逐渐代替传统制造技术。传统的增材技术仅限于成形单一均质材料,已无法满足特殊性能零件的生产要求,如火箭隔热罩、热交换管、发动机腔等热端部件,这些零件在工作区域要保持高耐热和高导热性,而在非工作区仅需要保持一定的强度,同时还要求降低生产成本。
多材料增材制造技术是将多种材料按照结构和功能要求集成在一个零件上,在材料成分、形状结构和宏观性能上具有更高的设计自由度,能够通过精确调整将不同的材料沉积到构件的任意位置上,根据环境或结构要求对零件进行特殊定制生产,突破了传统多材料制备技术的诸多限制,适用于制备功能和结构复杂的零件,生产成本低且性能优异,是高性能零件最理想成形方案。

由于传统L–PBF设备的送粉系统是通过刮刀/辊式在同层均匀铺粉,难以实现同层或不同层点对点精确沉积多种材料,这成为限制L–PBF成形多材料的主要问题。因此,如何设计传统粉末床的送粉系统成为制备多材料的关键,现有多材料送粉系统分为刮刀送粉系统、超声辅助送粉系统、电子照相送粉系统和刮刀 +超声辅助送粉系统。来自中国科学院宁波材料技术与工程研究所的研究人员发表了题为“激光多材料增材制造技术研究进展和展望”的文章,介绍了多材料增材制造技术影响界面结合强度的主要因素及消除缺陷的方法;介绍了目前不同的送粉方法和每种送粉方法的优缺点;讨论了工艺参数对多材料增材制造的影响规律;最后总结了该技术目前的瓶颈性难题,展望了未来的主要研究方向。

多材料 L–PBF 送粉系统示意图
刮刀送粉系统是最早实现多材料打印的装置,两个或多个粉末容器可以分别储存和输送两种或多种粉末。但是这种送粉系统仅可制造沿沉积方向上的多材料构件,难以实现同沉积层的多材料沉积,可适用的材料体系有限,因此不具备发展潜力。新加坡的研究人员升级了标准 L–PBF 的送粉系统,使用双粉末仓成功实现了铜 –不锈钢双金属的成形,这种成形制件存在尖锐的材料界面,材料突变极易在材料界面处产生孔隙、裂纹和分层等缺陷,难以实现商业应用。

超声波辅助送粉系统最早是在选择性干粉输送中得到广泛研究,该装置可以以均匀的送料速率送粉,其精度可以达到微米级水平,但是逐点超声波送粉的效率较低,限制了该送粉系统在粉末床中的应用。曼彻斯特大学的研究人员使用超声波振动按照不同的几何模型将多种材料的干粉颗粒输送到粉末床上,成功激光成形了二维的多材料组件。
电子照相技术在工业印刷行业的应用非常成功,它是利用静电力将材料选择性地转移到基材上,因此,有学者提出将电子照相技术应用在3D 打印中来实现多材料选择性增材制造。虽然该系统能够快速、精确地输送多材料粉末,但是堆叠成三维零件仍存在一定难度,因为电场会随着沉积厚度的增加而减小。Stichel等开发出一款基于粉末床的电子照相送粉系统,证明了该送粉系统制造多材料具有可行性,并且在印刷粉末层的表面和光电导体之间实现恒定电势,降低了沉积层厚度相关性。电子照相技术目前仍存在不足,如工艺参数不当会导致粉末意外掉落,极易造成粉末污染,此外还需要对沉积的粉末进行材料和粒度上的分类。
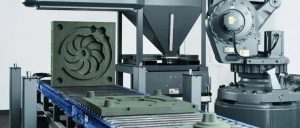
 由FraunhoferIGCV系统创建的多材料3D打印部件
由FraunhoferIGCV系统创建的多材料3D打印部件刮刀 + 超声辅助送粉系统是目前比较理想的解决方案,该系统由曼彻斯特大学的研究人员提出,集成了刀片和超声粉末分配器,并且使用真空粉末抽吸装置,能够精确去除粉末。通过超声波振动激励信号精确控制粉末流的开始和停止,使用超声波振动可以改善干粉流动,破坏粉末团聚,确保实现稳定且连续的粉末流动。使用该装置成功制备出一系列的316L不锈钢和Cu10Sn铜合金组成的多种金属材料制品,证明了该系统不仅具备可行性,还提高了粉末沉积效率,但送粉效率仍需进一步提升。
 多材料 L–PBF 送粉系统示意图
多材料 L–PBF 送粉系统示意图
 曼彻斯特大学打印的多材料零件
曼彻斯特大学打印的多材料零件
与传统单一材料的设计不同,多材料成形软件应具备对材料力学性能、空间分布和几何形状进行设计的功能,基于体素建模的3D CAD软件可以实现这些功能,但是需要建立完备的材料学资料库来匹配,目前仍不具备多材料增材制造成形的专业性。而市面上仅有的几款软件,如ParaMatters和Monolith等多材料增材制 造工具软件主要用于成形聚合物,对于金属材料的应用较少,因此今后需要对多材料增材制造软件进行深入探索和设计。
作者介绍
韦超,博士,正高级工程师,博士生导师。现任激光极限制造研究团队负责人,研究领域包括:多材料增材制造、难加工材料激光复合加工。已获中国科学院、浙江省等人才项目支持,已被纳入中国科学院特聘研究岗位。任《极端制造》国际期刊青年编委、中国机械工程学会极端制造分会委员、英国机械工程师学会特许工程师/会员、英国激光用户协会青年委员会委员。
激光极端制造研究中心(隶属于中国科学院宁波材料技术与工程研究所),成立于2022年6月,英国皇家工程院院士李琳教授担任中心主任。现有研究团队百余人。前沿科学研究聚焦于揭示激光与材料作用新机理,具体研究方向包括:单原子材料物化反应机理及调控、奇异光场与物质作用机理及调控、复合能场相互作用机理及调控;工程应用研究重点针对难加工材料激光制造工艺与装备,具体研究方向包括:脆硬材料激光加工、复合材料激光加工、高端合金激光加工、纳米材料激光调制、极端环境材料加工。
主编微信:2396747576(请注明身份); 硕博千人交流Q群:248112776;网址:www.amreference.com
延伸阅读:
1.数十激光+米级幅面!2023年国内重量级SLM金属3D打印新品装备一览
2.SLM-可进行多金属3D打印的材料体系,制造潜力、难点与要点
3.SLM-3D打印一体化多金属材料散热器,揭示未来应用潜力