铂力特3D打印3C产品应用案例,谁是下一个爆款?
据3D打印技术参考了解,铂力特在3C领域的3D打印产品制造量已经达到了百万级别,是全球首家将3D打印技术批量、规模化应用于该行业的企业。为实现如此规模的服务能力,其构建了从设备、软件、工艺、材料、后处理、自动化等多个环节的保障体系。
在2026年TCT亚洲展,铂力特展示了多件典型案例,体现了3D打印技术在3C行业的应用潜力。
➡️ 3D打印钛合金联锁单元

该产品为金属3D打印的钛合金联锁单元,显示出在表带产品中的潜在应用。
根据此前的资料积累,该产品的重量或仅为50g,每个区块的尺寸仅为1.2mm×1.2mm×2mm,这种自承结构使柔性网格的打印精度达到微米级。从表面闪闪发光的细节可以看出,打印完之后进行了打磨、抛光,也可能经历了电镀处理。
➡️ 钛合金表带

该产品为3D打印的金属表带,尺寸为22mm×2.05mm×99.14(80.75)mm/。材料为钛合金,单根重量约为40g。
其打印设备为BLT-A160,打印层厚为30μm,单条制造时间约为51min。
技术说明指出,该产品实现了柔性结构一体成型,突破了传统机加工极限。同样重要的是,它在保持2000N抗拉强度的同时,相比传统不锈钢表带重量减轻了约50%,大幅提升了佩戴舒适度。
钛合金具备优秀的生物相容性和抗腐蚀性,结合3D打印特有的微细喷砂质感,使其具有亲肤质感,同时又有机能美学。
➡️ 折叠手机铰链轴盖
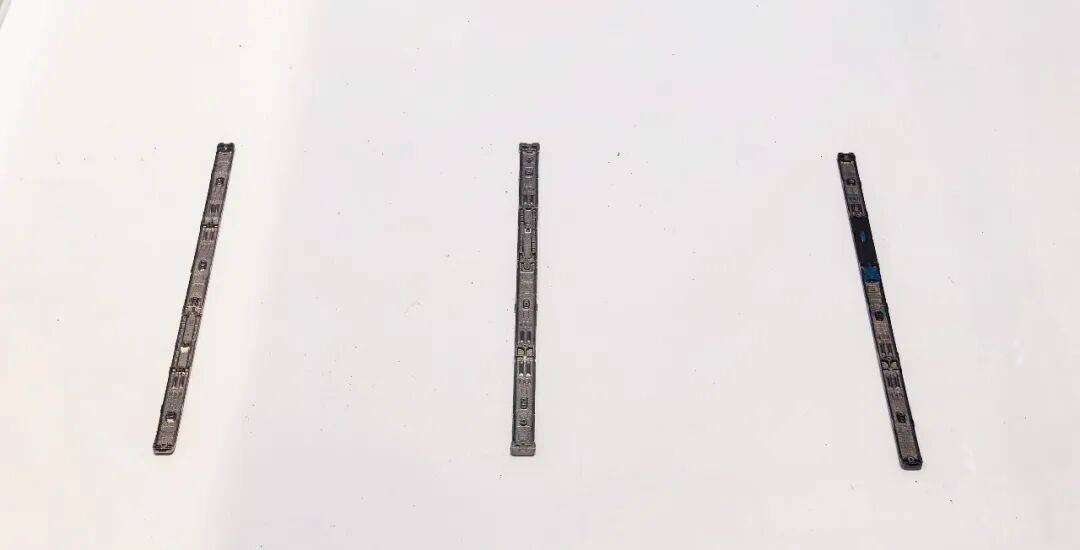
该产品是OPPO折叠手机铰链结构中的轴盖,尺寸为164mm×6.5mm×4.5mm,采用钛合金3D打印,单根重量为6g。
其制造设备为BLT-S400,打印层厚为35μm,平均单根制造时间约2min30s。技术说明指出,激光粉末床熔融(LPBF)3D打印技术,突破了传统CNC加工所无法实现的对薄壁件(<0.2mm)的加工局限,实现了超薄且高刚性的非对称曲面结构。
➡️ 折叠手机折叠机翼板

该产品为OPPO Find N5的折叠机翼板,尺寸为156mm×8mm×2mm(含滑槽),采用钛合金3D打印,单根重量为1.8g。
技术说明指出,其制造设备为BLT-A160,打印层厚为30μm,平均单根制造时间约为2min45s。高精度激光粉末床熔融LPBF 3D打印工艺,实现了翼板+滑槽在极小厚度变截面结构情况下的一体成型,在保持同等抗弯折强度的前提下实现了显著减重。
上述轴盖和机翼板均采用钛合金3D打印。该材料的高强度极大增强了产品在复杂应力下的抗形变能力,同时LPBF打印后的零件具备极佳的后加工和表面处理性能,耐磨损、抗跌落的同时具备优秀质感。
➡️ 一体成型铝合金眼镜框

该眼镜框的尺寸为141mm×48mm×25mm,采用BLT-A320和铝合金3D打印,单件重量约为42g。
金属3D打印实现了一体成型,层厚为30μm,制造机约为3h。笔者查询到,传统制造至少要涉及到切削、精加工、焊接等多个步骤。相比而言,3D打印能显著缩短制造周期。
此外,该产品所采用的铝合金能够进行阳极氧化,并且效果优异;产品的室温强度为300MPa,延伸率10%。这些特征使产品兼具强度、美观、轻量化等多种使用体验。
➡️ 表壳

该产品展示了表壳从3D打印坯体到最终产品的状态变化。产品尺寸为12.5mm×47.4mm×54.4mm,采用钛合金3D打印,单件重量约为19.2g。
技术说明指出,其制造设备为6光BLT-S400,采用30μm层厚,平均单件制造机时仅10min。金属3D打印实现了表壳复杂结构的一体成形,极大减少了传统制造中的环节,并保持了传统工艺的机械强度、抗凹陷性能,同时支持镜面抛光等精细处理。从单件制造时间、复杂度,可以看出它适合批量快速制造。
讨论
铂力特在TCT亚洲展的这些3C产品案例,展示了3D打印技术工程化应用的巨大潜力。百万级量产如今已是现实,表壳、表带、眼镜框、手机中框、轴盖等越来越多的产品将继续迎来大批量制造,3D打印的新场景应用正在爆发。
除此之外,消费者对3D打印技术的认识程度也在加深。将3D打印的产品做得不像3D打印,背后是产业链做出的巨大探索。
注:本文由3D打印技术参考创作,未经联系授权,谢绝转载。#铂力特 #3D打印 #3C