无支撑金属3D打印,南航给出新方案!
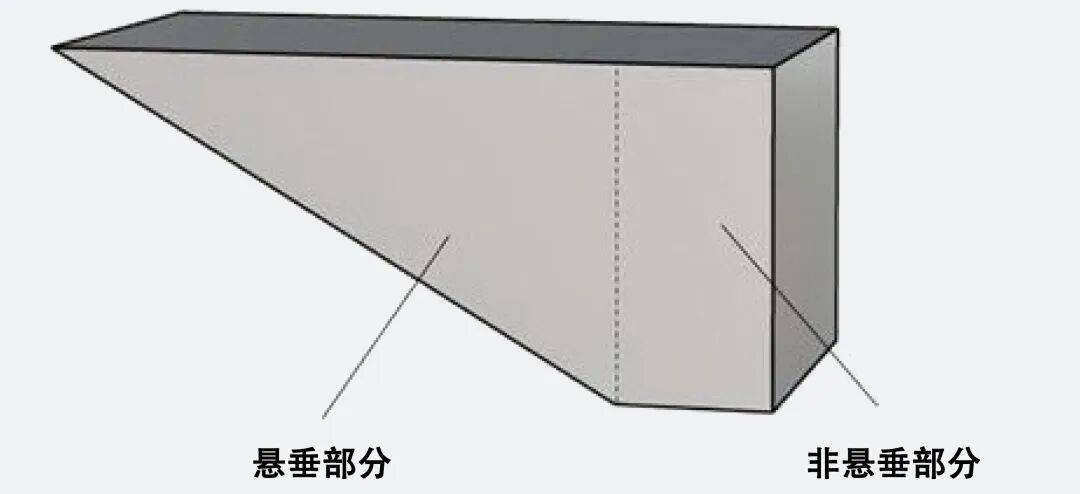
在金属3D打印中,悬垂结构一向被视为难以成型的特殊结构。3D打印技术参考注意到,南京航空航天大学顾冬冬教授团队发明了一种面向无支撑悬垂结构的双激光增材制造成形设备及方法。
它通过分区差异化的打印策略,为提升悬垂结构打印质量提供了新思路,该技术于近日获得国际发明专利(WO2026041117)。
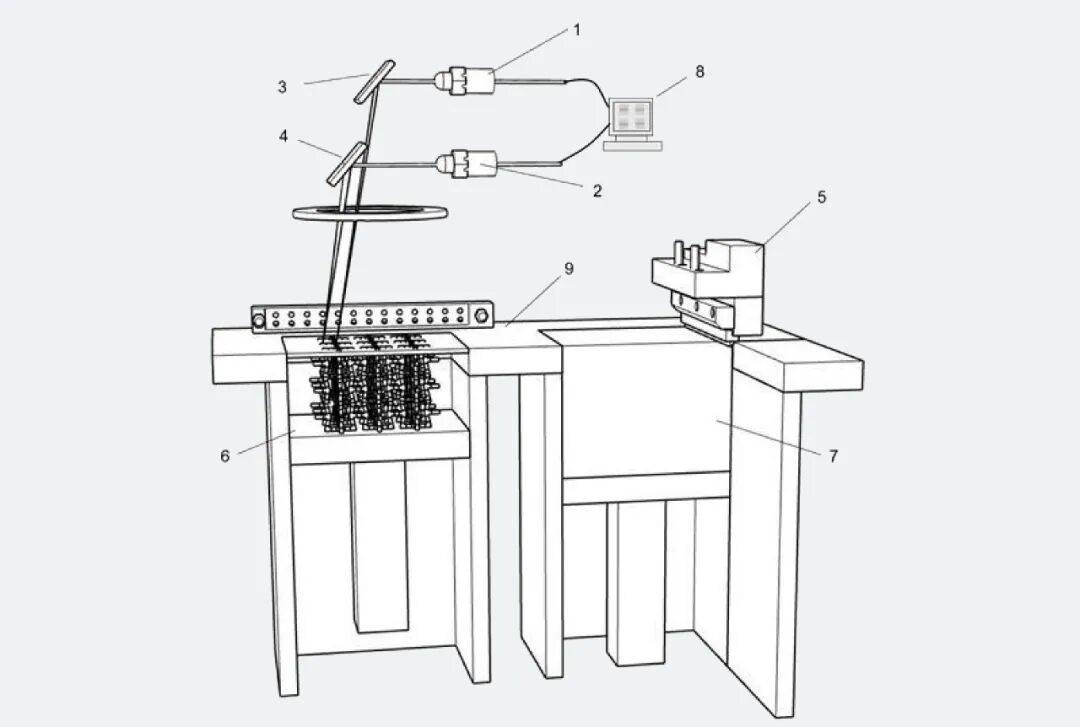
专利设备的方法图
悬垂结构之所以打印困难,根本原因在于当熔融金属失去下方已凝固层的坚实支撑时,重力、反冲压力以及表面张力会共同作用,导致材料向下塌陷进入周围粉末床。随着悬垂角度增大,残渣、表面粗糙、孔隙率升高及几何偏差等问题出现的概率会显著增加。
行业内最常见的是添加支撑结构,但这意味着后处理时要切除支撑、且浪费金属粉。近年来一种微激光粉末床熔融技术(μLPBF)开始兴起,它通过减小光斑尺寸、降低层厚、使用更细的粉末提高了最小特征分辨率。但由于光斑小,打印效率极低,难以适用大规模生产。

微激光粉末床熔融技术打印的样品
南航的研究人员借鉴了μLPBF技术,开发了双激光分区无支撑打印悬垂技术。
在具体的操作过程中,切片软件会将三维模型根据几何特征划分为"悬垂区域"与"支撑区域",并分别为其生成独立的切片模型,称之为第一和第二切片数据。
控制器能够根据3D打印切片软件传输过来的第一、第二切片数据,对应地规划出切片成形打印文件。
在切片成形打印文件输出的执行指令的控制下,一路激光负责扫描支撑,一路负责扫描悬垂区域,从而实现差异化的工艺参数,为高效无支撑打印悬垂结构带来了新策略。
根据专利申请书披露,第一束微尺度激光只扫描悬垂区域,铺粉时层厚10–15μm。其扫描光斑直径10–40μm,激光功率25–75W,扫描速度900–1100mm/s,扫描间距50μm,采用层间90°旋转的正交扫描策略。因为使用了低能量密度,能进行精细的熔池控制,从而有效抑制下表面塌陷与内部缺陷。
第二束负责支撑区域的激光采用高效率参数,其光斑直径为60–100μm,功率升至375–425W,扫描速度700–900mm/s,铺粉层厚则为悬垂区域铺粉厚度的n倍。
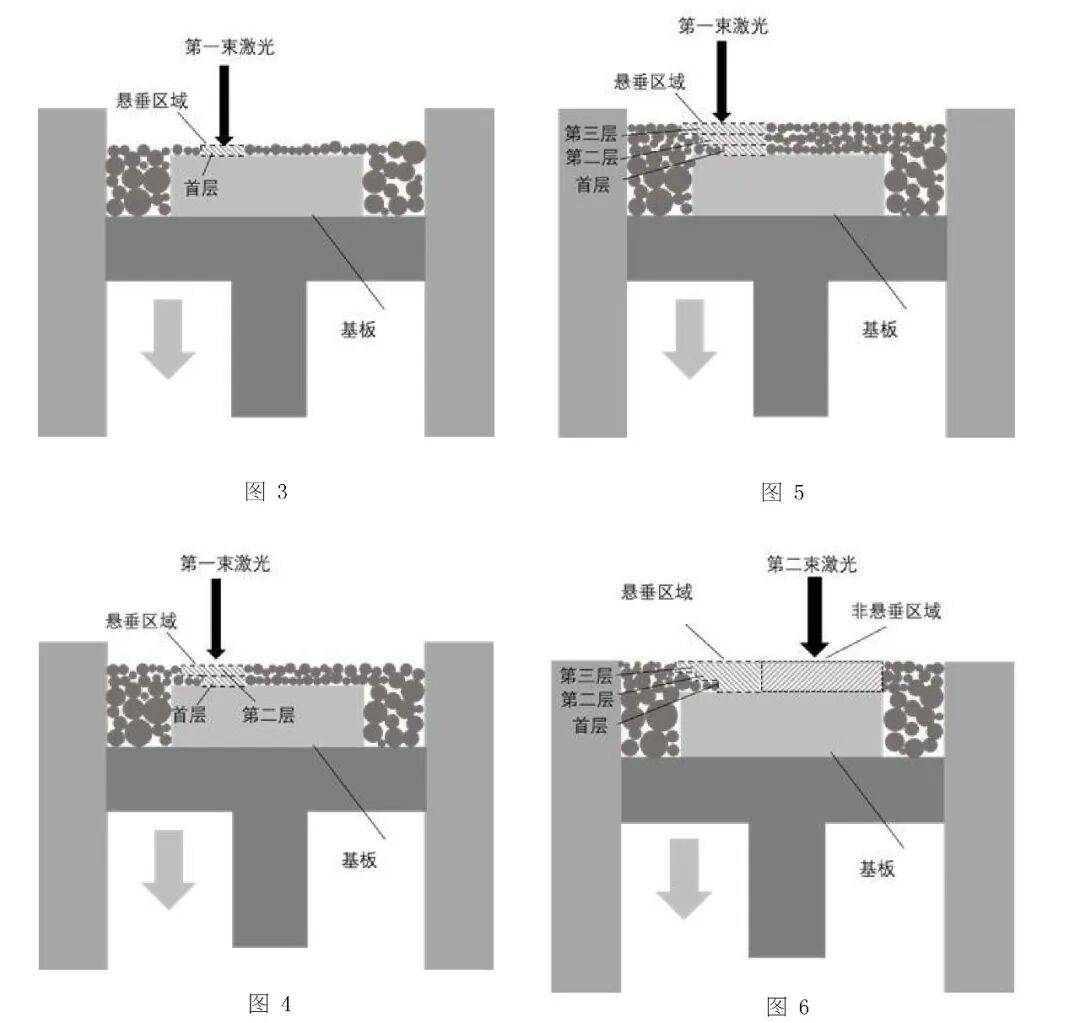
当n为3时,每打印3层悬垂后,切换另一套激光振镜打印一层支撑,如此循环往复。这样的方法,能够在确保悬垂区域成型质量的同时,显著提升打印件的成型效率。
除了更高的打印效率这一优势,该专利还指出,采用高功率大光斑的扫描非悬垂的支撑,可对悬垂与支撑的交界区域反复重熔,这有助于提升界面致密度与结合强度,即附着力,还能减少支撑与悬垂的分层风险。
研究人员对比了采用传统工艺和双激光工艺打印件在悬垂与支撑交界区域的显微金相,可以看出由于采用了更小的层厚,打印件匙孔更少,也更加致密。
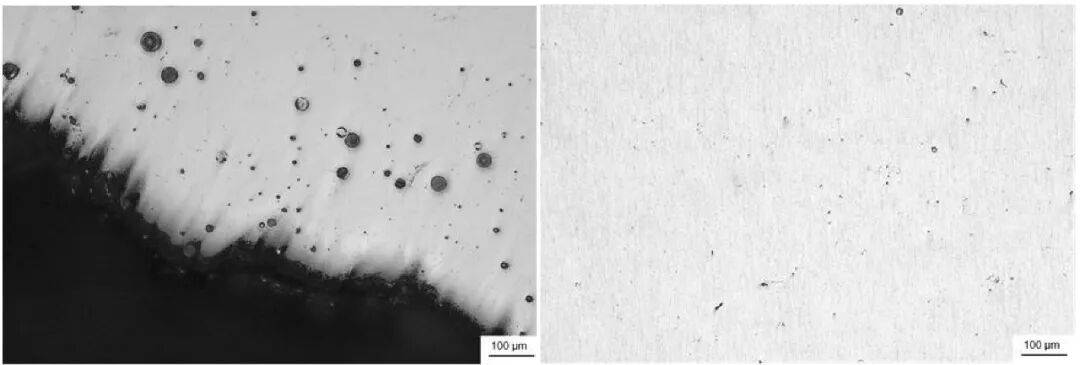
使用传统LPBF设备和双激光策略成形的样品对比
研究人员使用粒径2–20μm粒度范围的Al-Mg-Sc-Zr系铝合金粉末进行了验证。专利设定的可适用悬垂底面倾角范围为10°–40°,试图解决金属3D打印中铝合金"无支撑打印"这一长久以来的难题。
专利中的实施案例看起来效果不错,但还是还存在一些疑问。案例中所使用的粉末粒径粒度范围为2–20μm,采用10–15μm的铺粉厚度,而常规粉末粒度多为15-53μm,这种情况下该路线是否仍匹配?

总的来说,这项技术通过理解物理机制,将工艺参数与结构分离,技术逻辑清晰、问题导向明确,为金属3D打印突破悬垂瓶颈提供了"按需调整扫描策略"的新思路。
而如果要将其集成到商业设备上,可能还需要针对不同材料进行扫描参数优化,常规粒径问题给薄层铺粉带来的影响有多大也需要仔细研究。

在对表面完整性与疲劳性能要求严格的航空航天、医疗器械等领域,无支撑3D打印有着现实的需求。"关键区域高精度、非关键区域高效率",已经不只有设备商在努力,如能和研究界携手,或能带来更大价值。
注:本文由3D打印技术参考创作,未经联系授权,谢绝转载。#增材制造 #3D打印