
光束整形下的无支撑金属3D打印探索,取得新进展!
3D打印技术参考注意到,山东大学的一研究团队于不久前使用中航迈特的光束整形金属3D打印机MT280,以IN718镍基高温合金为材料,成功实现25°悬垂结构的无支撑打印。
这一发现,为金属3D打印进入光束整形发展新阶段后的无支撑工艺探索提供了思路。
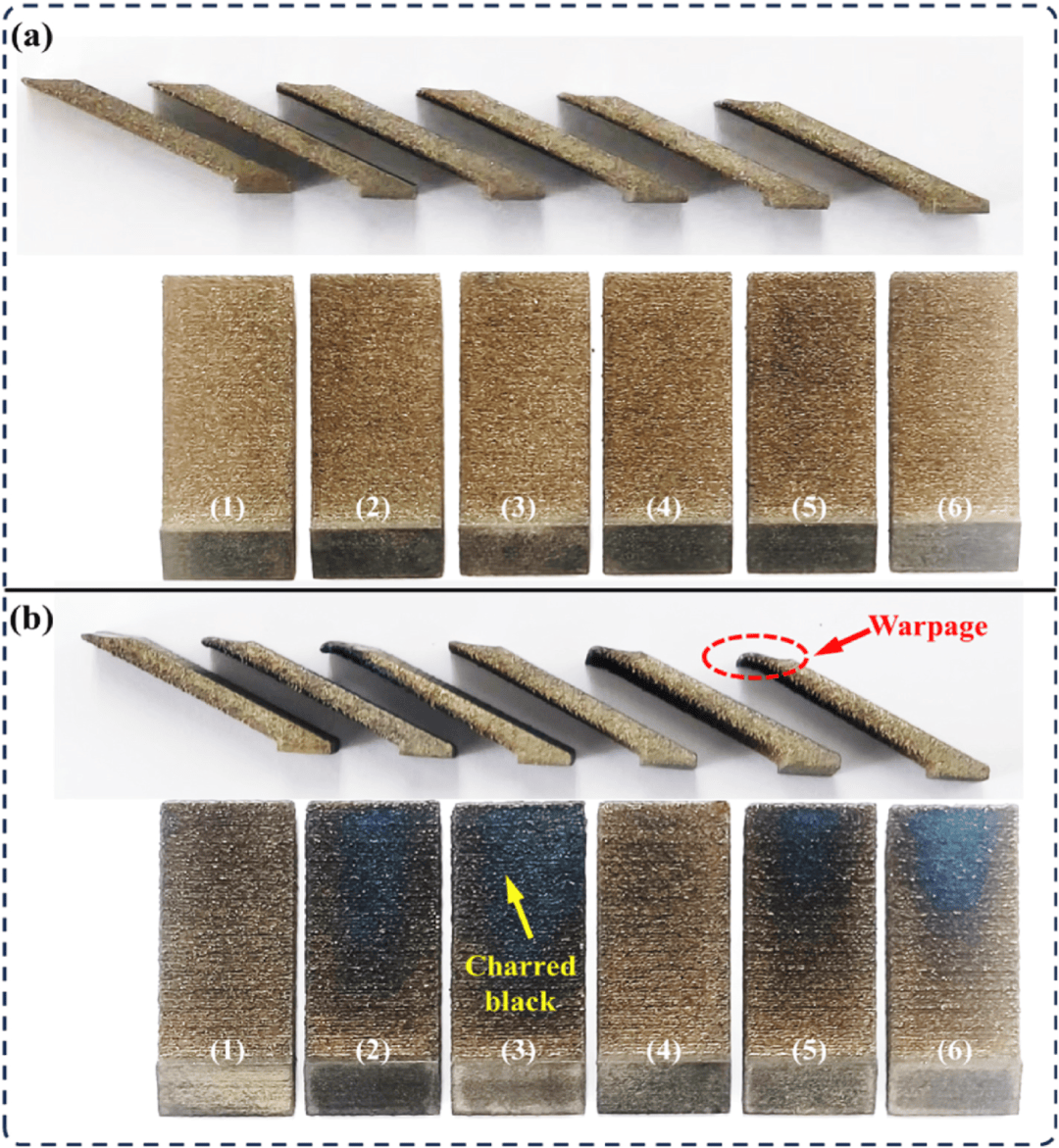
环形光打印的零件试样,(a) 用较高能量密度值制造的试样;(b) 用较高激光功率制造的试样
环形光束实现无支撑打印的探索
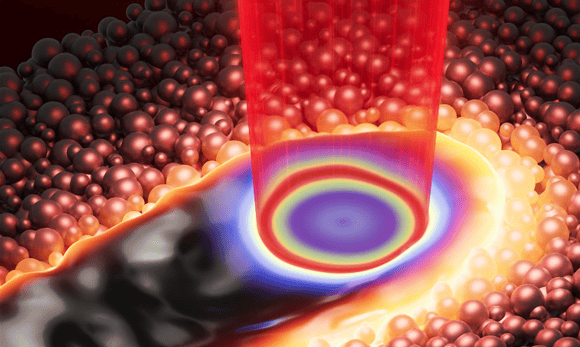
研究指出,采用环形光束实现无支撑打印的本质在于,环形光能量分布更加均匀,进而能够降低打印过程中的温度梯度和热应力,从而能更为有效地控制翘曲,实现大角度无支撑打印。
在传统高斯光束下,悬垂角度低于45°的结构通常需要添加支撑。这是因为,传统高斯光能量分布不均,中心强度远高于边缘,造成熔池窄而深,并向下沉入粉末形成“挂渣”;同时,高斯光束因能量高度集中,导致峰值温度极高,熔池强烈流动和不稳定,进一步增加热应力和变形风险。
高斯光束通常在悬垂角度低于45°时添加支撑
相比高斯光,环形光能量分布更均匀,熔池更宽、更浅;且峰值功率密度显著降低,熔池内部流动更平稳,避免了高斯光束下因强烈反冲压力造成的剧烈凹陷和飞溅。虽然熔池重力仍会导致熔池在悬垂区下沉并形成“挂渣”,但能够在不加支撑的情况下逐层堆叠至目标高度,且不会引发灾难性的翘曲或层间断裂,保证了宏观成型性。

两种光斑打印悬垂结构对比:a.环形光有两组完整打印;b、c为高斯光,均未能完成完整打印
笔者发现,研究人员细致对比了两种光斑形成的熔池深宽比、峰值温度以及结构变形量。
环形光与高斯光熔池深宽比结果是0.16和0.57,峰值温度为3182K与3749K,可以看出两者的差异非常明显。
从上图中可以看出,环形光具有更好的打印效果,主要体现在完整性和变形量上。但仔细观察,环形光并非在所有工艺组合下都成功完成了打印。而且,环形光打印的悬垂顶部也有变形,最大变形量为0.18mm,但相比高斯光束都没有完成打印,其技术潜力已经得到体现。
另一方面,研究还评估了悬垂结构的下表面质量,环形光一如既往的在此方面没有优势,粗糙度超过40μm。
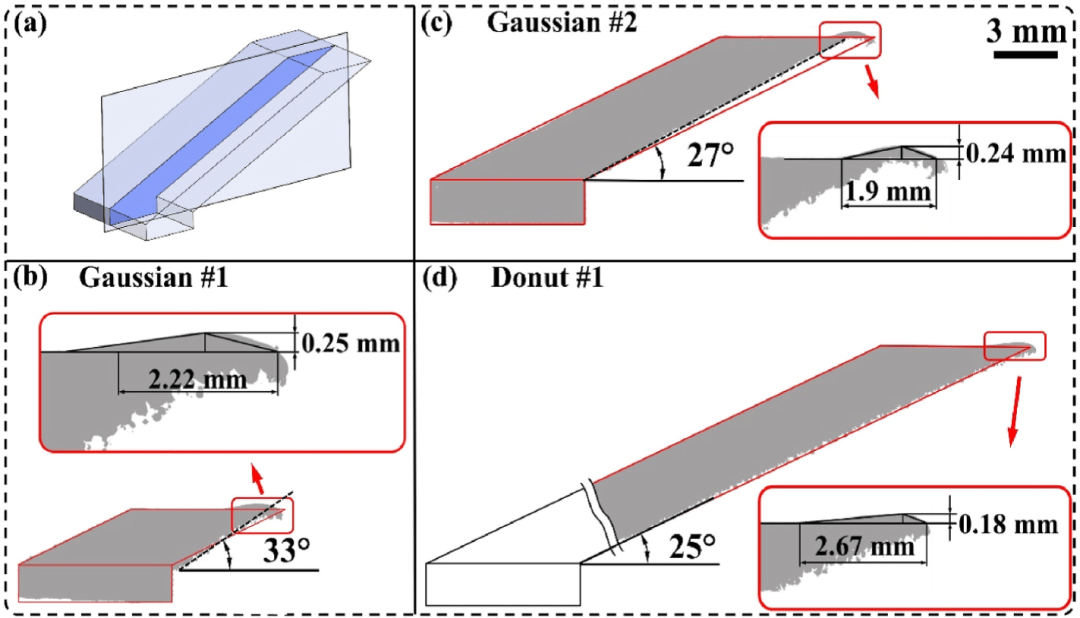
两种光斑打印的悬垂结构顶部变形量对比
从这些数据得出结论,环形光即便也存在变形,且粗糙度大,但相比高斯光仍然显示出在实现无支撑打印方面的重要潜力。它显著抑制了翘曲变形,能够完成完整构建,待工艺进一步优化,或将有更大改善。
国内光束整形技术新发展与3D打印效果探讨
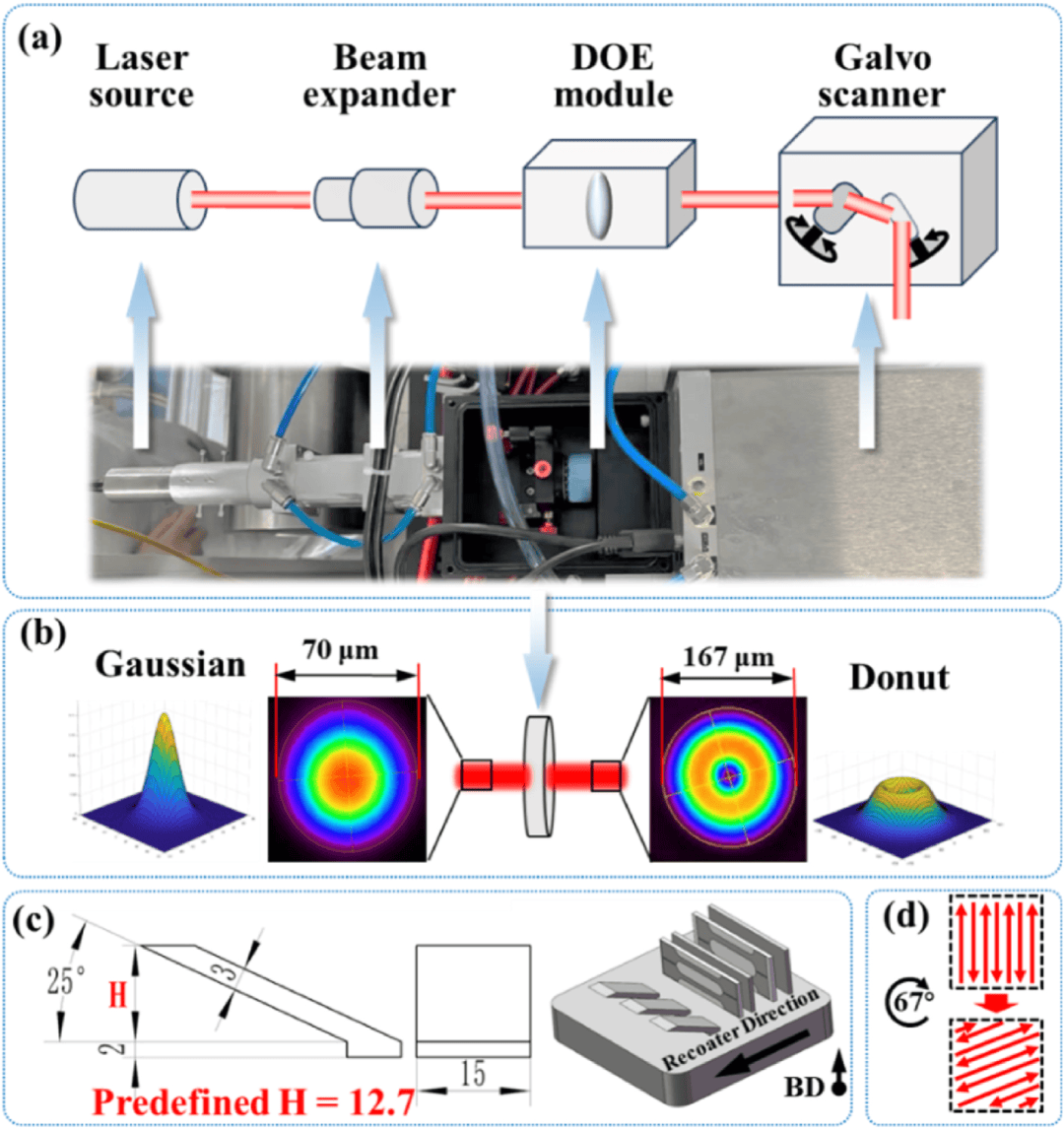
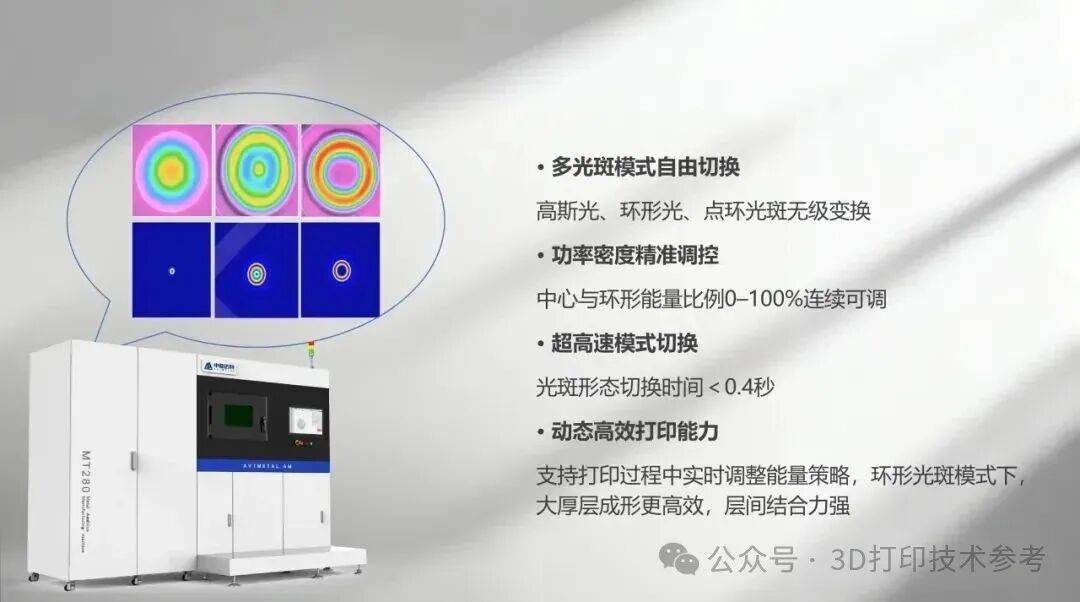
该研究使用的设备为中航迈特的光束整形3D打印机MT280,其搭载500瓦激光器,采用外置光学整形元件,最终实现环状光束。转换后的光束直径由70um变为167um,能量分布更加均匀。
笔者注意到,中航迈特在2026年推出了配备无级变束能力的最新装备,而且在今年TCT展会上,也有专门的供应商提供这一技术。
据笔者查询,该技术可以在0.4秒内自适应完成高斯光、环形光与点环光斑模式的动态变换,并可根据不同工艺阶段与构件特征自适应能量分配。
这似乎已经与nLIGHT公司推出的AFX激光器所能实现的功能相接近。后者能实现环形光束的25ms内快速切换,光束尺寸范围从约85微米的高斯光束到250微米的环形光束,可精确控制能量分布。
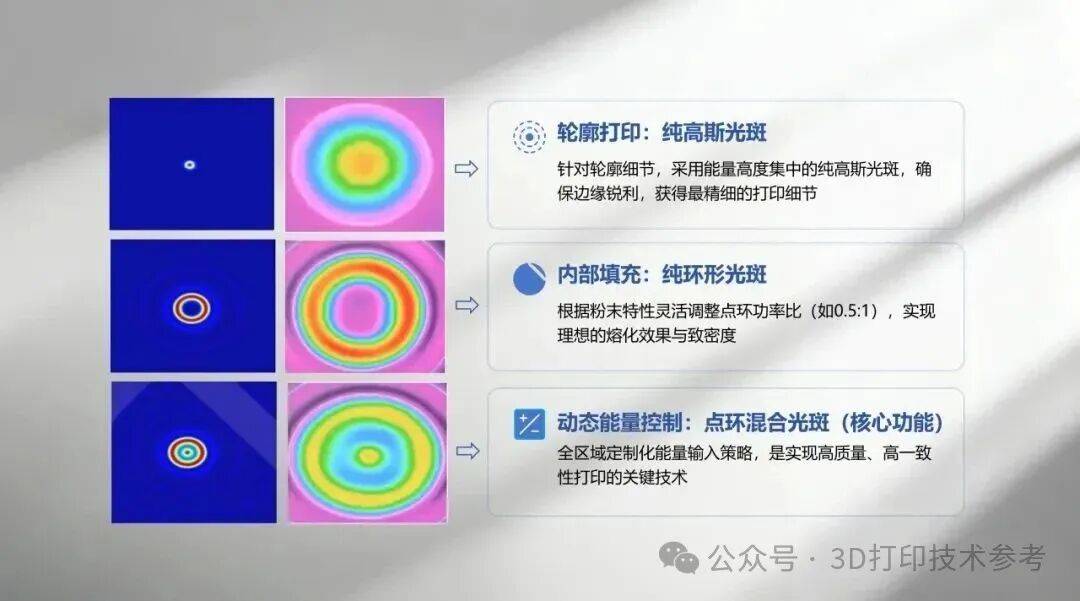
中航迈特指出,相比高斯光设备,环形光整体生产效率可提升约30%。但环形光应用的一大难题是大光斑导致的表面粗糙问题,目前主流的方案是使用高斯光打印轮廓,环形光打印填充,而无极变束技术或能对该问题的解决提供帮助。
此外,之前3D打印技术参考还报道过EOS实现无支撑打印的方法,其通过实时测量打印过程每一层的温度,实时调整激光能量输入以减少热应力,相关技术覆盖工艺策略与控制系统。
随着金属3D打印技术发展进入光束整形时代,新的探索才刚刚开始。
将其与多激光结合,可放大效率提升效益;动态热管理与智能工艺调整,可在新形势下进行无支撑打印方案的探索;小高斯光斑+大环形光斑的结合,既保障表面质量又提升效率,但两者如何结合又有多种形式。
对于多数厂商来说目前还只能关注其中一两种技术,而谁能最先形成“有专利+有数据+有客户案例”的完整方案,就能在技术发展的新形势下让自己的打印服务成本更低、让综合解决方案更有卖点。
论文:Laser powder bed fusion of a support-free overhang structure using a donut-shaped laser beam
注:本文由3D打印技术参考创作,未经授权,谢绝转载。#无支撑 #3D打印 #光束整形





